
Harnessing Waste Today for Tomorrow’s Energy
Refuse Derived Fuel (RDF) is a highly variable, heterogeneous mix of Municipal Solid Waste (MSW), with moisture content frequently exceeding 55%, depending on season and location. While RDF offers strong potential as a high-calorific alternative fuel for use in energy-intensive industries like cement production, excessive moisture significantly reduces its combustion efficiency and overall market value. Further onward processing, including flow drying, shredding and removal of inert materials, transforms low-value RDF into highly sought-after alternative fuel, benefitting both the environment and the bottom-line of your business.
FlowDrya equipment “energy-upgrades” RDF by removing moisture to the client’s desired dry moisture content, increasing the market reach of RDF while avoiding moisture deduction penalties. FlowDrya offers a simple, highly efficient, robust and scalable RDF drying solution for industrial waste recycling companies and energy-intensive industries, such as cement production. It is best-in-class at conditioning RDF to moisture contents below 20% and is optimised to maximise tonnage throughput, turning RDF into valuable alternative fuel for cement kilns, calciners and beyond.
Read on to learn more about the use of FlowDrya equipment in RDF drying applications.


What are the Benefits of Drying Shredded RDF?
High moisture content negatively impacts the useable energy (calorific value) of RDF, especially during wet seasons, leading to financial penalties for cement works and waste transfer stations. In addition to the significant CV increase through drying RDF, FlowDrya also reduces transport costs per unit of energy while enabling consistent fuel quality all year round, with no seasonal variability. Discover the main benefits of drying RDF.
Flow drying increases RDF market value – flow drying RDF to below 20% moisture content upgrades the fuel; higher calorific value and uniform moisture content improve market value for recyclers selling RDF to cement plants.
Flow drying reduces fuel feed blockages – FlowDrya significantly improves the free-flowing mechanical feeding of dry shredded RDF into cement kilns and EfW boilers, reducing maintenance issues and downtime.
Drying improves RDF separation – drying RDF improves fraction separation, increasing fuel homogeneity, contaminant removal and final RDF quality. Higher quality RDF enables higher Thermal Substitution Rates in energy intensive industries. Higher TSRs reduce fossil fuel consumption; lowering CO₂ emitted per tonne of clinker produced.
Drying shredded RDF improves transport efficiency – wet RDF is heavy. Water adds approximately 1kg per litre, leading to higher transport costs per unit of energy delivered. Through drying, FlowDrya increases the volume of RDF energy delivered per truckload.
Drying RDF reduces incomplete combustion – during combustion, wet RDF produces steam which lowers the flame temperature in the main burner of cement kilns. By reducing moisture of RDF, FlowDrya increases flame stability and reduces the risks of unburnt compounds, incomplete combustion, smoke and VOCs.
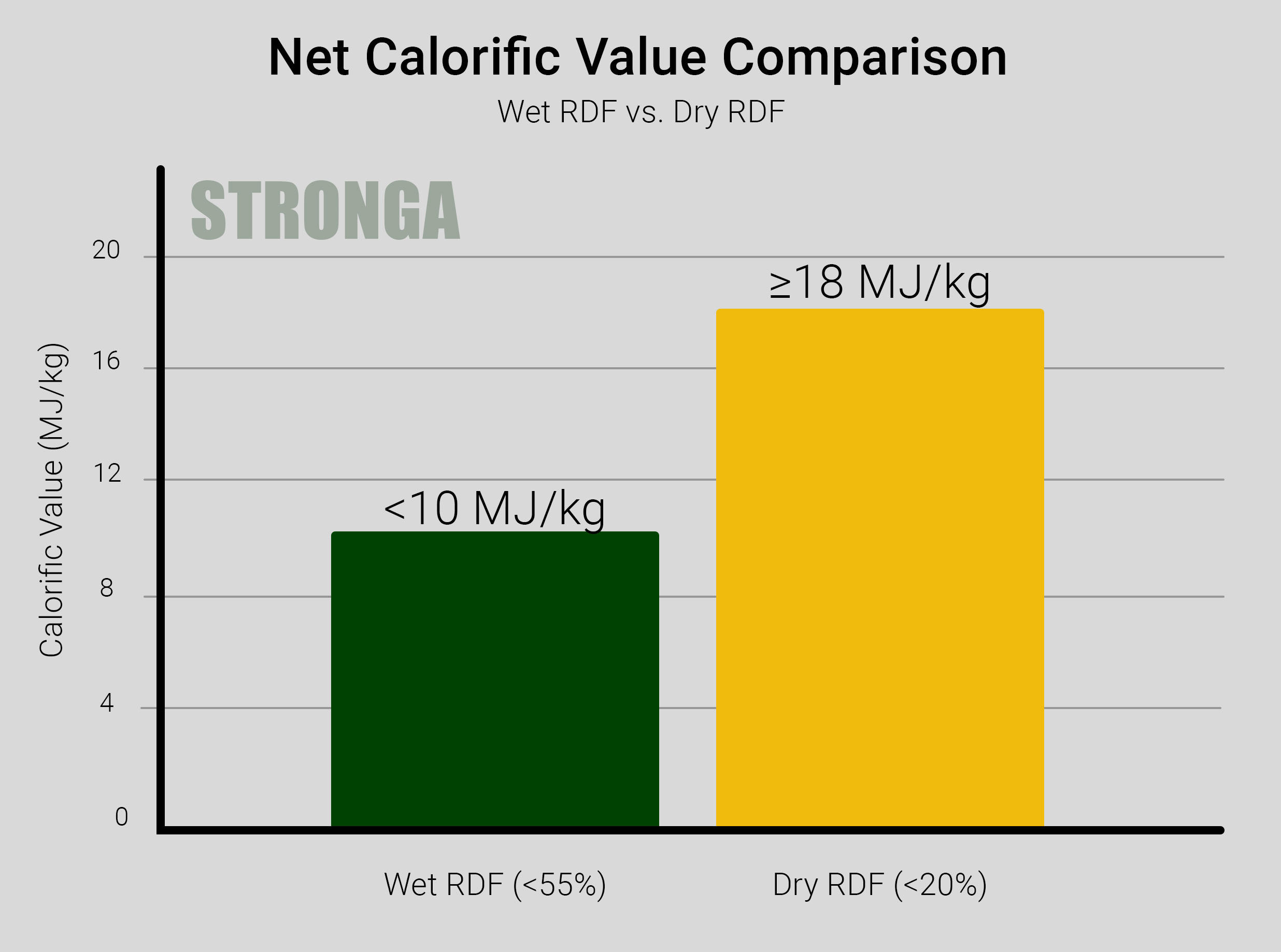
Flow drying increases RDF calorific value – moisture is the single biggest factor reducing energy output of each tonne of RDF due to water evaporation which consumes large amounts of output energy (kWth) during combustion. Before drying, RDF often has a moisture content of circa 55% and typically a calorific value of less than 10 MJ/kg. After drying to sub-20%, calorific value increases to approximately 18 MJ/kg. That’s a CV increase of circa 80%.
How Does Drying Increase Economic Value of RDF?
Drying RDF offers a win-win situation for all parties. Waste recyclers gain a consistent income stream from RDF sales and avoid penalties from out-of-specification fuel, while cement plants acquire a more sustainable, cost-effective alternative fuel, reducing their overall carbon tax liability.
For cement factories, the use of RDF as an alternative fuel offers significant benefits over natural gas and coal. In cement production, usually half the CO₂ related emissions come from the fuel – historically coal. Under EU ETS, carbon costs are incurred per tonne of CO₂ emitted. Substituting fossil fuels with RDF reduces fossil fuel CO₂ intensity because of RDF’s biogenic fraction.
FlowDrya represents an excellent investment for cement factories due to the surplus, high-grade, low-cost residual heat available from kilns and pre-calciners. This residual heat can be transformed into drying quality air for the RDF dryer, producing a stable source of alternative fuel, improving resilience by gaining independence from volatile coal and natural gas markets which offer little security over price or availability – as demonstrated by the chart below.
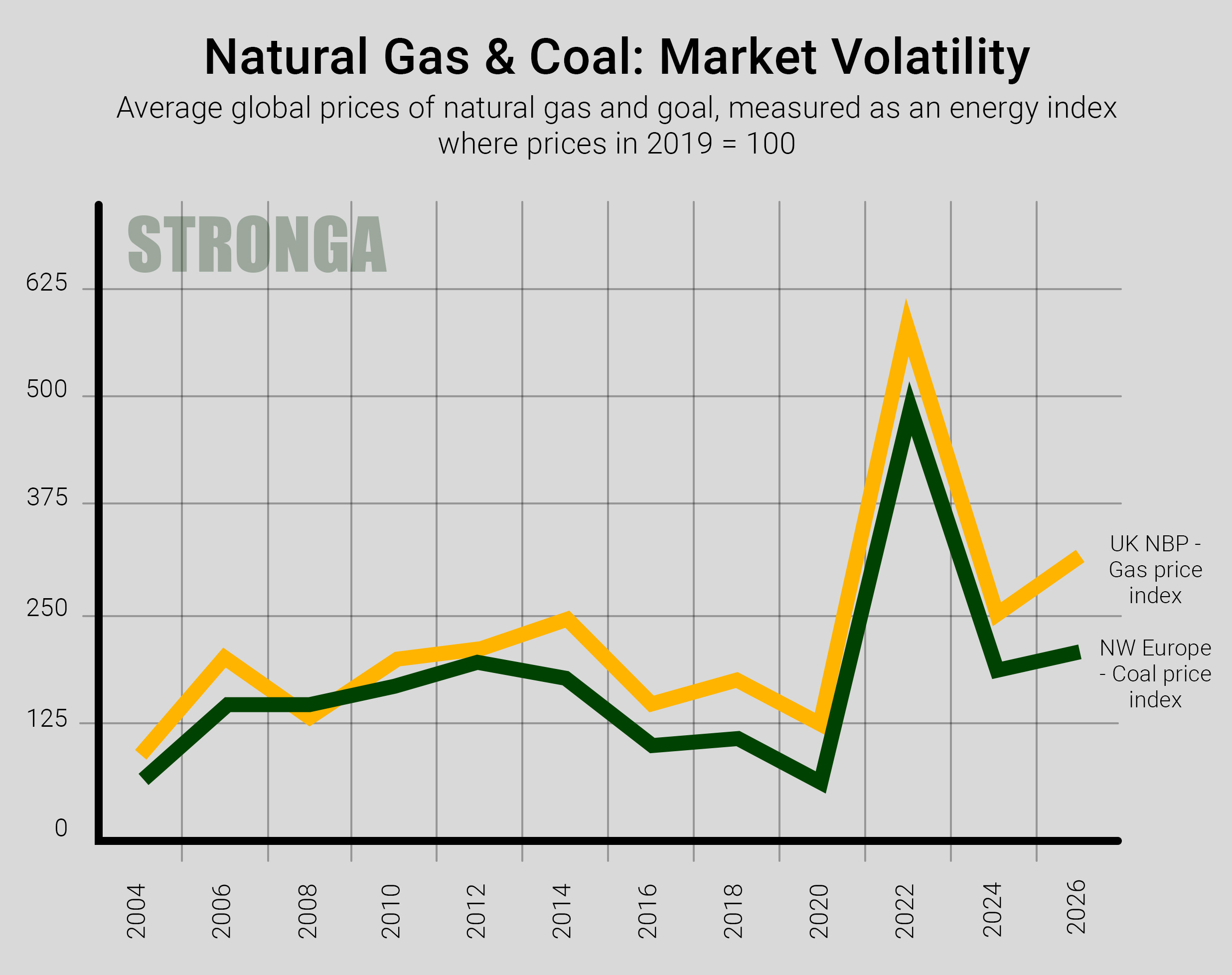
Data source: Energy institute based on C&P Global Platts – Statistical Review of World Energy.
Lighter RDF = Transport Cost Savings
For waste recycling companies, significant transport cost savings can be made through delivering in-profile, low-moisture RDF to cement companies; in addition to the increased sale revenue from high profile, calorific alternative fuel. This is detailed in the table below which shows the positive effect of flow drying on RDF weight reduction, calorific value and truck weight.
| Parameter | Wet RDF (50% MC) | Target Dry RDF (20% MC) | Unit | Notes |
|---|---|---|---|---|
| Bulk density | 450 | 315 | kg/m³ | Weight of RDF per unit volume including moisture |
| Dry solids | 225 | 225 | kg/m³ | Actual combustible solids, independent of moisture |
| Water content (1 Kilo = 1 Litre) | 225 | 90 | kg/m³ | Moisture present in RDF |
| Moisture removed | n/a | 135 | kg/m³ | Water removed to reach target dry RDF |
| Volume per tonne | 2.22 | 3.17 | m³/t | Space occupied per tonne of RDF |
| Truck volume filled (weight restriction) | 62 | 88 | m³ | Volume truck can hold before hitting maximum weight |
| Truck payload | 28 | 28 | Tonne | Maximum allowed weight for truck load |
| Dry solids per truck | 14 | 19.8 | Tonne | Actual dry RDF delivered per truck |
| Embedded moisture in RDF per truck | 14 | 8.2 | Tonne | Water content carried with the load |
| Calorific value per truck | 280 | 395 | GJ | Energy content per truck load |
Effect of RDF Moisture Content on Transport Costs
The visualisation below shows the transport cost savings based on RDF material containing 50% moisture content vs. RDF with 20% moisture, highlighting the significant cost saving benefits from drying RDF using Stronga FlowDrya equipment.
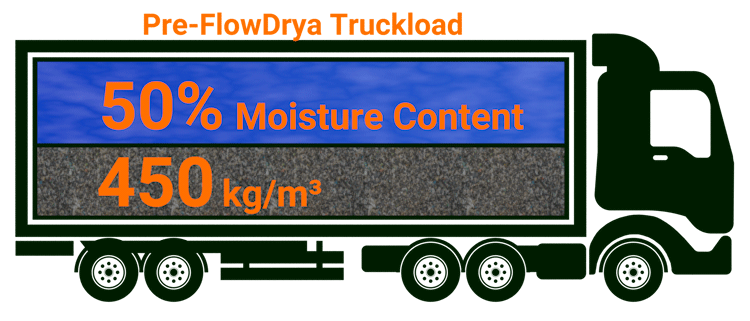
Pre-FlowDrya
62m³ RDF fill
28 tonne payload
14 tonne RDF weight
14 tonne water weight
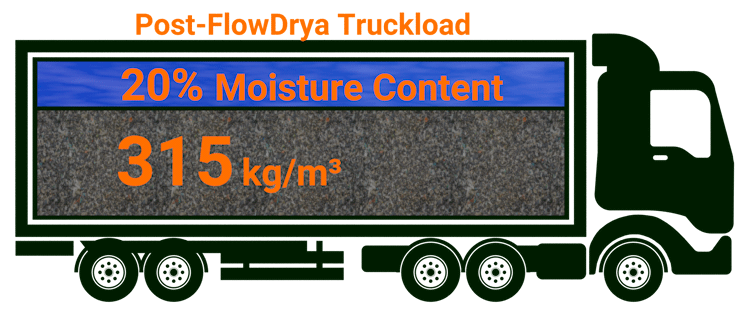
Post-FlowDrya
88m³ RDF fill
28 tonne payload
19.8 tonne RDF weight
8.2 tonne water weight
FlowDrya: The Best RDF Dryer on the Market
- Low-temperature drying – FlowDrya RDF drying equipment operates at 80-100°C. The dryer is optimised for specific RDF characteristics and available residual heat supply from cement kilns.
- FlowDrya is scaled (width/length) to meet throughput requirements – FlowDrya is the best equipped RDF dryer on the market with deep-cycle-drying (500-600mm) and PulseWave™ agitation for reliable drying of challenging, non-homogenous materials. The dryer is scaled based on the throughput requirements of each project.
- FlowDrya RDF drying solutions are globally-proven – FlowDrya equipment offers high-duty, low-maintenance operation for 8,000+ hours per year. Stronga have considerable experience in building hydraulic flow dryers for a wide range of waste-derived alternative fuels, such as RDF and SRF.
- No chains, belts or sprockets – RDF material is dried on FlowDrya’s hydraulically-driven moving floor. Unlike belt dryers, there are no plastic woven belts that can stretch, slip, stick, or get cut.
- Super-low electrical power consumption – FlowDrya’s intermittent stop-start operation uses significantly less electrical power (4-8X less) than typical belt dryers which run continuously with multiple, energy-hungry motors, bearings and gearbox drives.

RDF Drying FAQs
Although both RDF and SRF are waste-derived fossil fuel ‘replacements’, designed for energy recovery not material recovery, there are key differences: Solid Recovered Fuel (SRF) is typically a more homogenous and consistent material than RDF and is usually classified as a subdivision of Refuse Derived Fuel (RDF). For RDF to be classified as SRF, it must meet the demands outlined in the EN ISO 21640 standards (namely Net Calorific Value requirements >20MJ/kg/moisture content <15%). SRF is typically used in the cement industry while RDF is used in the energy from waste sector, which has lower moisture and calorific requirements. RDF can also be defined as non-hazardous solid waste but is a cruder heterogeneous feedstock, shredded from MSW. Sourced from mixed municipal and commercial waste streams with high composition variations, RDF is the residual fraction after the recyclates have been extracted and is not as efficient when used as alternative fuel. However, with further processing, including flow drying and shredding, RDF can be transformed into a consistent fuel, closer to SRF standards and monetised as a higher value alternative fuel.
Stronga flow drying equipment handles both materials with varying moisture content properties and particle size. SRF is typically fluffier and lighter, while RDF is denser with more material variation. FlowDrya can be configured to efficiently dry both material types. Speak to our experts for more information.
Cement plants use RDF to replace conventional fossil fuels such as coal or gas, reducing cement-making fuel costs, lowering fossil fuel CO₂ emissions, and increasing Thermal Substitution Rate (TSR). Additionally, using RDF diverts non-recyclable waste from landfills, and the high kiln temperatures (800°C+) and long residence times in cement kilns allow RDF to combust completely while incorporating ash safely into the clinker.
The net calorific value (NCV) of RDF typically ranges from 10 to 18 megajoules per kilogram, while higher-specification SRF can have an NCV of 15 to 22 megajoules per kilogram. The exact calorific value depends on the composition of the fuel and embedded moisture content.
RDF contains a significant portion of biogenic material such as paper, wood, and natural textiles. When dry RDF replaces fossil fuels in cement kilns, the biogenic carbon portion is generally considered carbon-neutral, meaning it does not count toward CO₂ emissions under carbon accounting systems. As a result, using dry RDF reduces the amount of CO₂ emitted per unit of heat produced, reducing carbon tax liabilities.
Moisture content is important in RDF because water adds weight but not energy, which lowers the fuel’s net calorific value, reduces kiln flame temperature and increases RDF fuel consumption per tonne of clinker produced. High moisture (35+%) can also cause kiln fuel handling and storage problems.
FlowDrya Enquiry Form
RDF drying efficiency depends on air temperature, relative humidity, input moisture content, dry output requirement and many other factors. For advice relating to your specific RDF drying requirements, please get in touch with our friendly team by filling out the enquiry form below.
Ready to discuss your RDF drying project?
Our team can help you specify the right FlowDrya system for your waste stream, throughput requirements, and target fuel specifications.