No two wet material streams are the same. Each varies in particle size, wet basis bulk density, moisture content, friability and moisture removal requirement. As a result, no two FlowDrya units are identical. Each system is designed on a project-by-project basis, individually configured for businesses across multiple sectors and material groups. Typical wet materials and by-products compatible with include digestate fibre, wood chip, SRF, chopped forage, paper crumb and more.
What's true is FlowDrya is more than just a dryer — it is a tailor-made, optimised, class-leading solution for professional organisations. Our experienced design team carefully consider the key project parameters, including the properties of the wet material, site requirements, heat source availability, moisture removal targets, throughput goals and much more, all in order to deliver an optimised drying solution.
Key design parameters individually tailored to the specific feedstock include; drying bed width and length (drying floor m²); in-feed hopper type, size and orientation; flow dryer floor design; material depth on the PulseWave™ drying bed; dry discharge equipment; exhaust flue systems and more.
Discover below a range of wet materials and by-products compatible with the FlowDrya, each validated through proven, real-world drying results.
Wood-Based Biomass
Drying Wood Chip
Drying Arb Chip
Drying Bark
Drying Gorse Biomass
Drying Processed Waste Wood
Drying Shredded Brash / Forestry Brash Chip
Drying Shredded Pallet Wood
Alternative Fuels & Waste Plastics
Drying SRF
Drying Shredded RDF
Drying Pre-Trommel MSW Fines
Drying MSW Trommel Fines
Drying Plastic Packaging Waste
Drying AD Plant De-Packaging Waste
Organics
Drying Poultry Manure
Drying Digestate Fibre
Drying Paper Pulp/Crumb
Drying Brewer's Grains / Distiller's Draff
Forages & Biomass Crops
Drying Chopped Bagasse (Residual)
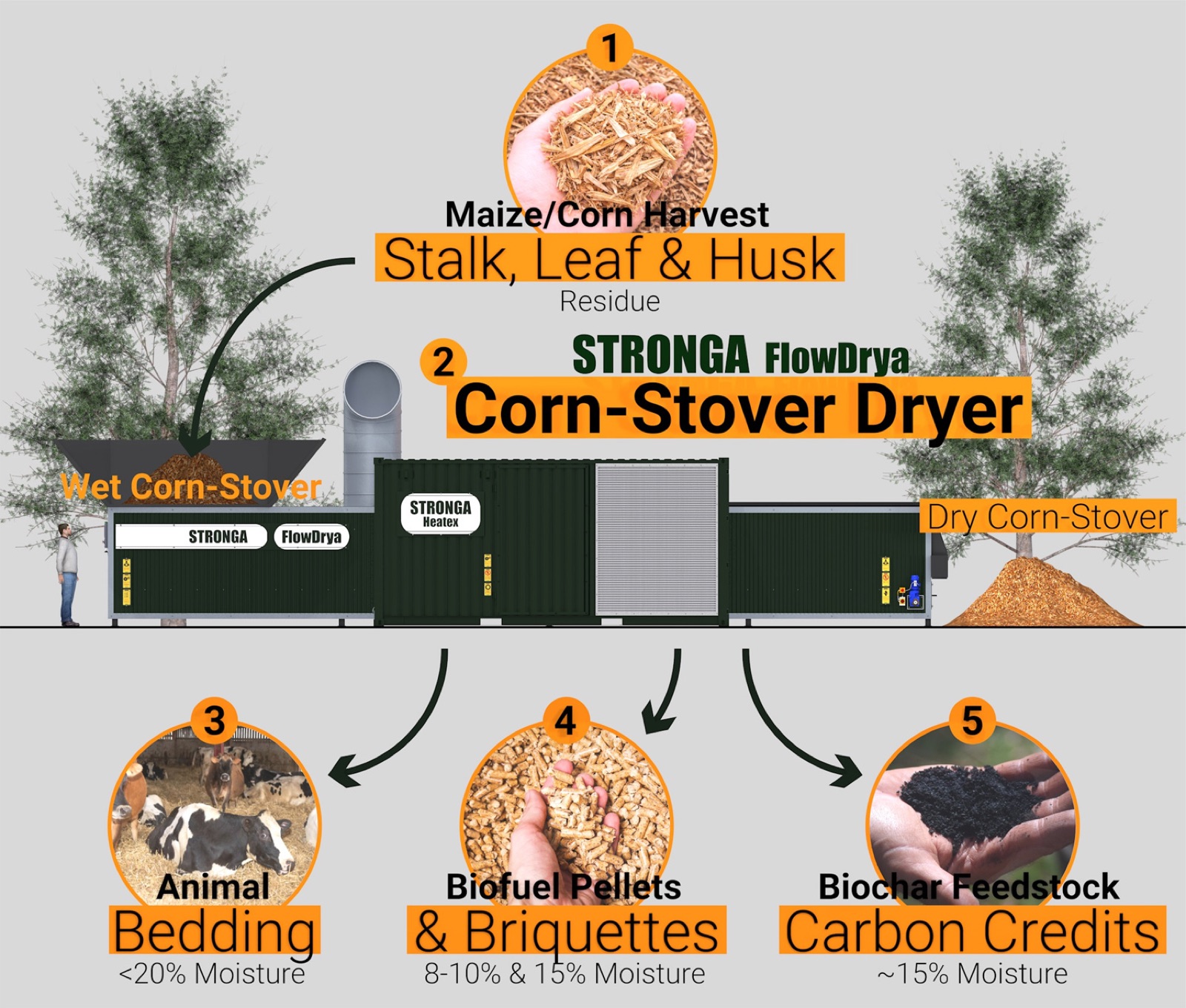
Drying Chopped Corn-Stover (Residual)
Drying Chopped Forage
Drying Chopped Hemp
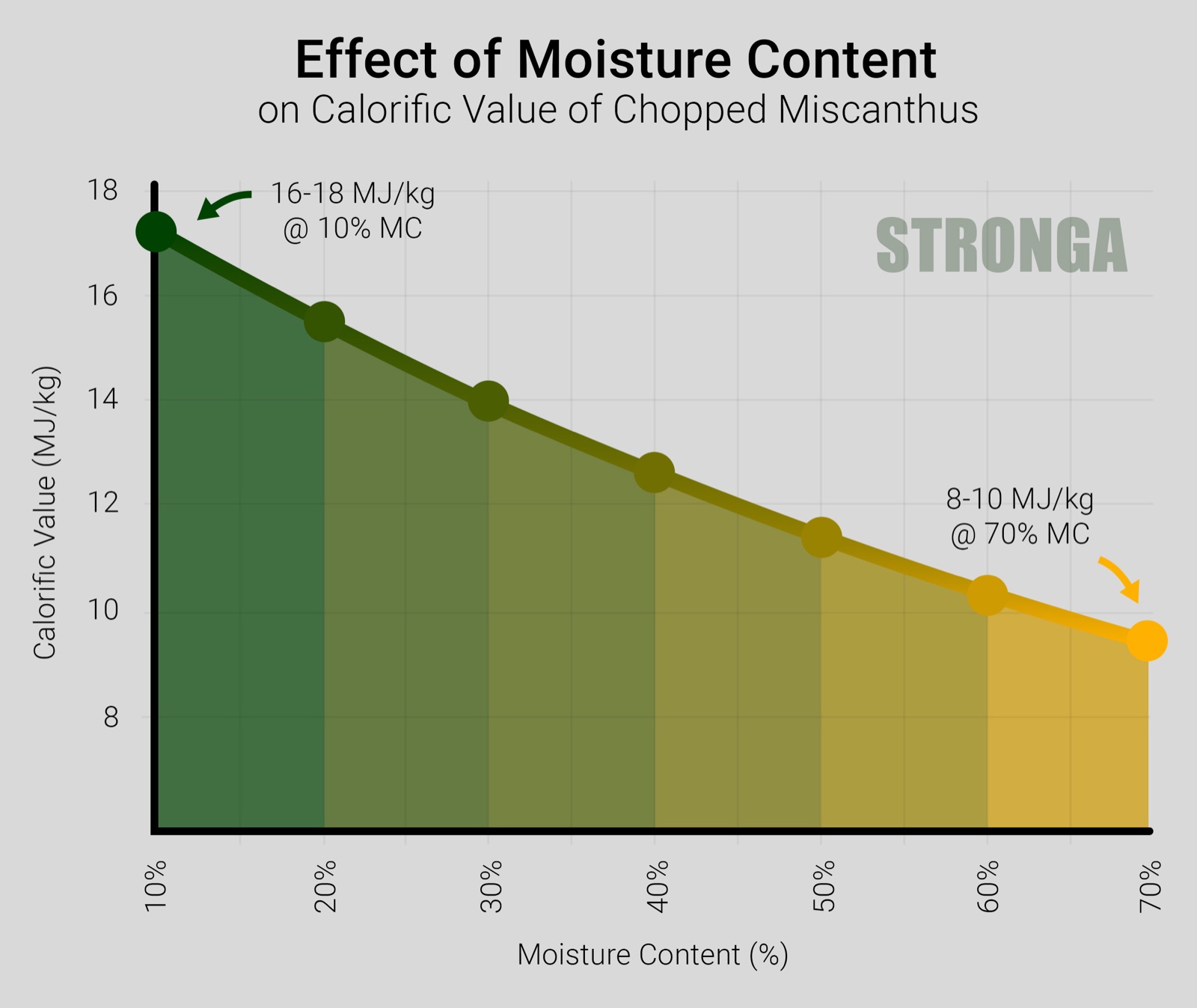
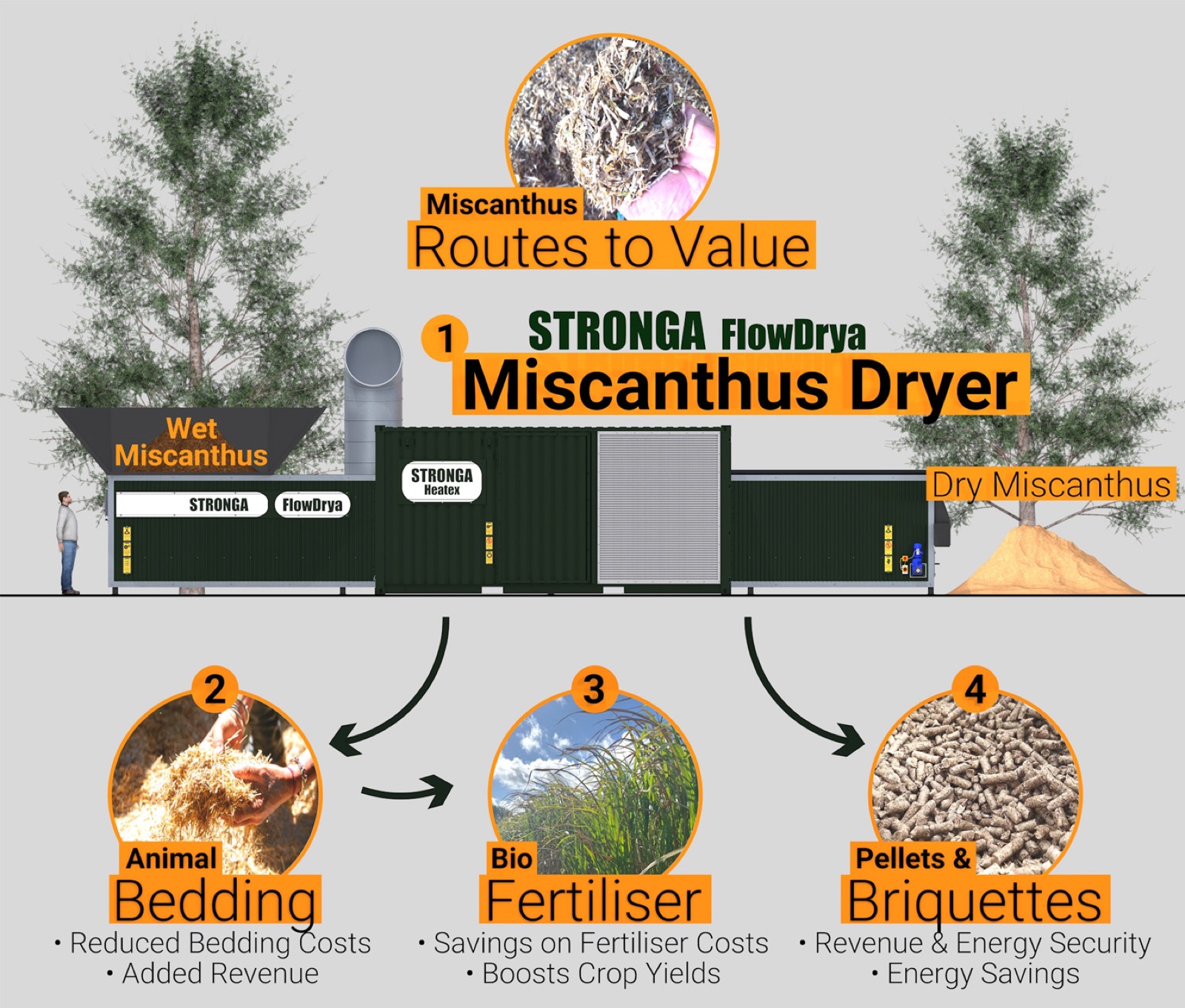
Drying Chopped Miscanthus
Drying Chopped Lucerne (Alfalfa)
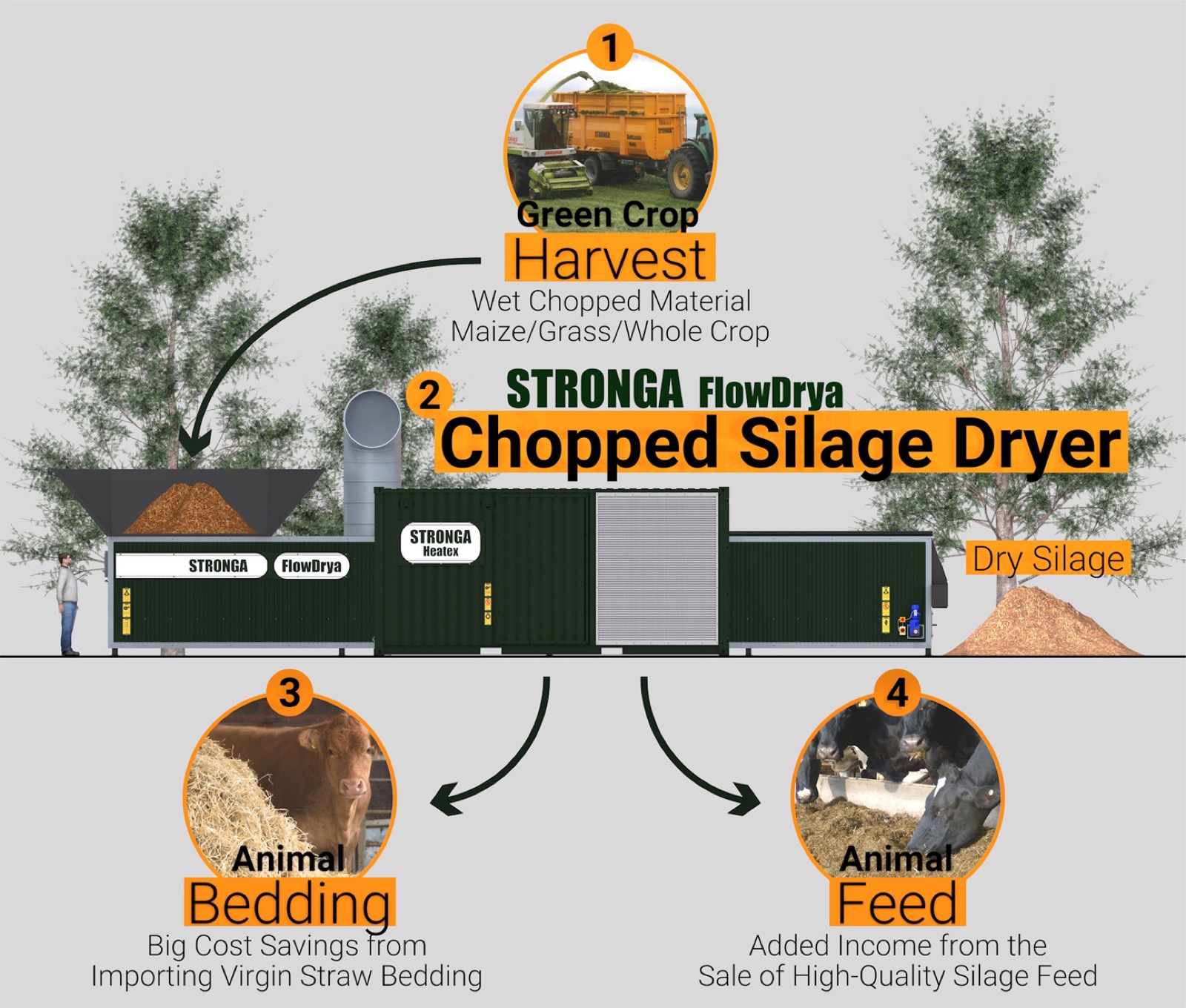
Drying Chopped Silage (Maize/Grass & Whole Crop)
Special Materials
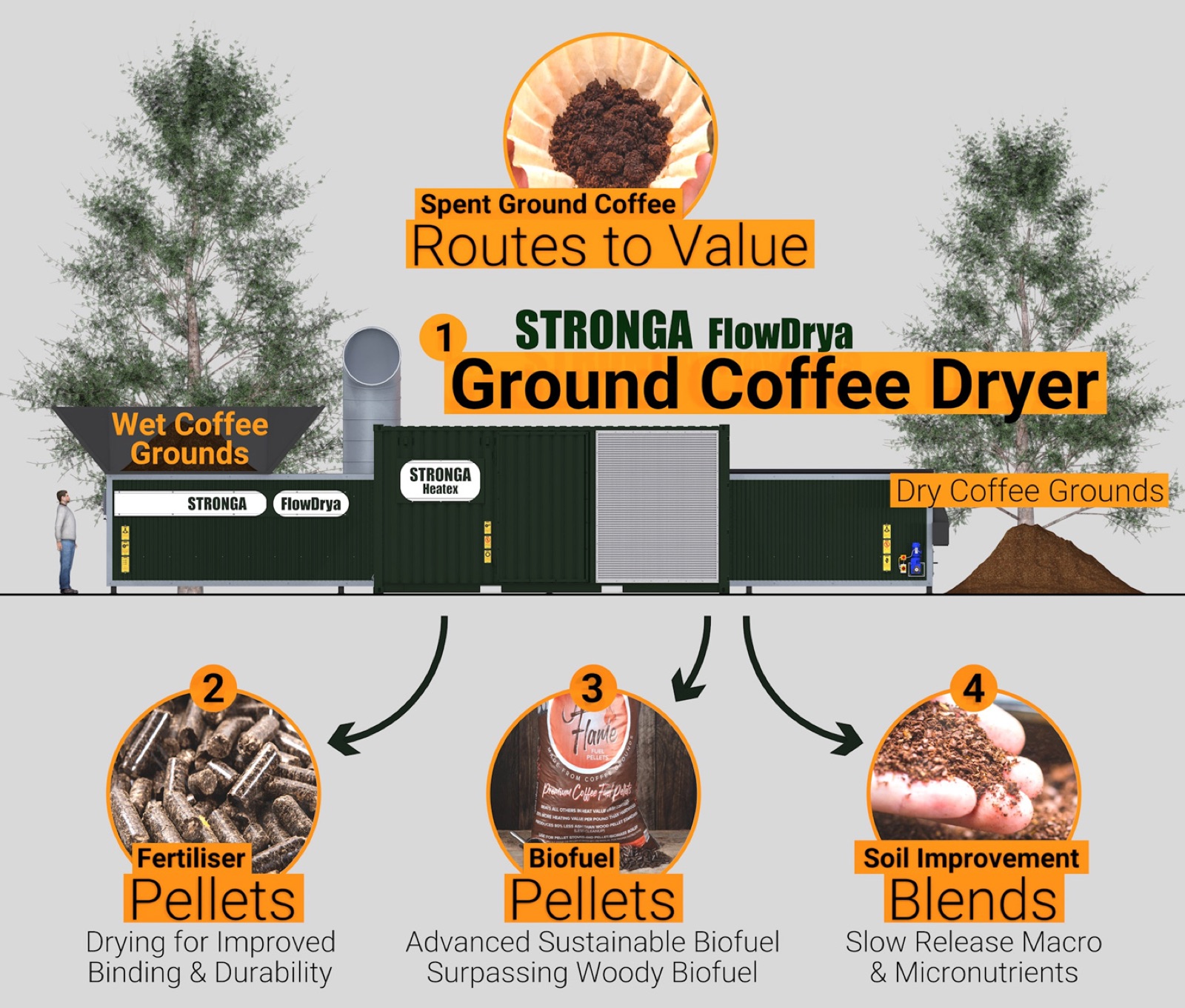
Drying Coffee Grounds
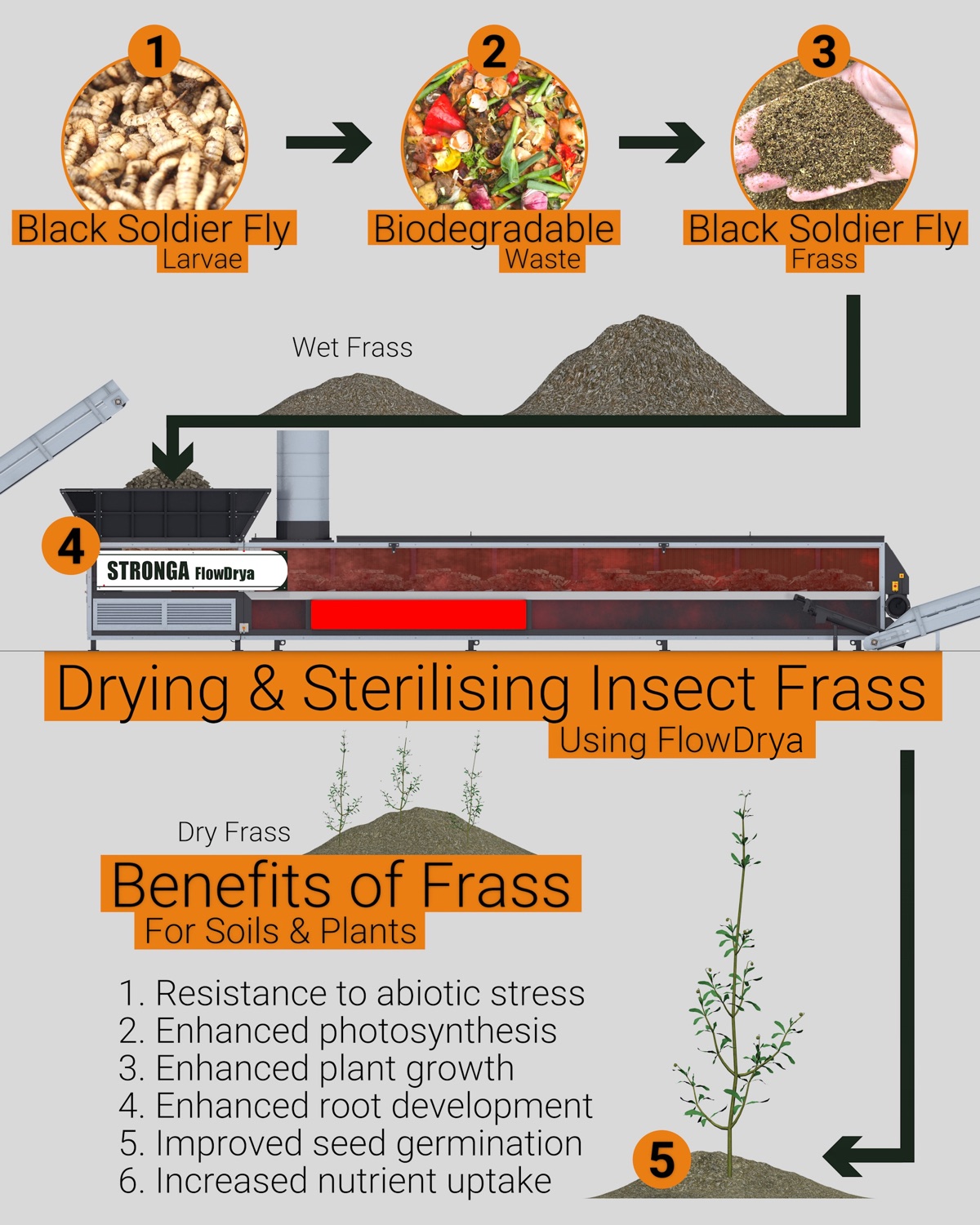
Drying Insect Frass
Drying Seaweed
Don't see your material listed above? Stronga designs FlowDrya systems for bespoke drying applications beyond our standard compatible material groups. Our experienced team can assess the suitability of your material for FlowDrya equipment and advise on the most effective drying solution to meet your process requirements and performance goals.
Produced by mechanical chipping, woodchips are produced and sourced as a by-product of forestry operations. They are most commonly used as fuel for biomass boilers to generate heat and electricity, while chip is also increasingly used as a biochar feedstock.
Woodchips are often defined by their particle size, moisture content, and raw material type. To ensure quality, they are often certified under ISO 17225-4 standards, especially for use as solid biofuels where specific moisture content requirements are essential for boiler fuel acceptance. FlowDrya is proven in effectively drying a variety of different woodchip grades (G30/P16S), as well as wood root oversize, sawdust and wood peelings.
By removing moisture, boiler operators and biochar producers ensure efficient, reliable, and environmentally-responsible biomass energy production and the production of biochar with high carbon content.
HOW DOES FLOW DRYING INCREASE THE VALUE OF WOODCHIP?
High moisture content woodchip significantly reduces energy efficiency and can cause feeding complications in boilers or biochar reactors. Flow drying woodchip is essential in optimising the chip for onward applications, as well as ensuring premium marketability of the product. FlowDrya equipment delivers the following benefits.
More than doubles net calorific value of woodchip (when reducing moisture content from 60% to 20%)
Increases free-flowing in-profile fuel availability and boiler efficiency
Reduces boiler maintenance costs and shut downs
Halves transport costs per unit of woodchip delivered
Increases combustion quality and reduces emissions
Prevents mould, bacteria and microbial degradation in stored woodchip
Optimises biochar production and increases carbon yield
Ensures wood pellet production compliance
WHERE DOES DRY WOODCHIP DELIVER THE HIGHEST VALUE?
Dried woodchip serves multiple high-value markets across the recycling, renewable energy, landscaping and biochar sectors. In order for woodchip to be considered high quality, it needs to be dried.
(1) Biochar feedstock: Dry woodchip is the main feedstock used to produce biochar via pyrolysis. Biochar is a highly effective form of solid carbon used in soil improvement and carbon sequestration. Low moisture feedstock is essential for environmental compliance, carbon credit eligibility, increased yield and carbon content of biochar.
(2) Wood pellets: Production of wood pellets for domestic heating and industrial boilers require low-moisture pellets which have a higher calorific value per unit.
(3) Decorative woodchips: Dried woodchips are used by gardeners and landscapers for their visual appeal and weed suppression advantages.
(4) Boiler fuel: Boilers require consistently dry woodchip to ensure efficient, stable combustion, consistent heat output, reduced emissions, and reliable fuel handling.
At Stronga, we endeavour to help you increase the value of your woodchip from wet waste to profitable product stream. Contact our friendly and highly experienced team for further information relating to drying woodchips, specifically in relation to your individual requirements.
Arb-chip (arboricultural woodchip) is the non-homogenous, mixed wood chip by-product material produced during tree surgery, arborist work, forestry operations, and vegetation management. As well as arb-chip, it is also commonly referred to as arborist chip, arboricultural chip, tree surgery chip, tree arisings, green woodchip, or tree work arisings.
Arb-chip is freshly chipped wood and branch material generated when trees/limbs are fed through a reduction chipper. It has high and variable moisture content and, depending on the species of timber, an irregular particle size and shape. This results in a heterogeneous mix of coarse chips, stringy fragments, fines and lightweight green material.
Different tree species produce noticeably different arb-chips. Softwoods such as pine or Leylandii tend to be lighter, more resinous, and often include needles, while hardwoods generally produce denser chips with higher fuel potential - once dried. In its fresh state, arb-chip has no value as a fuel, a large proportion of the material's weight is water, minimising the calorific value of the usable energy.
HOW DOES FLOW DRYING INCREASE THE VALUE OF ARB-CHIP?
Drying is the single most important step for upgrading arb-chip. High moisture content arb-chip causes the following:
Significantly reduced calorific value
Less effective screening and grading
Inconsistent combustion
Rejection by markets (biomass boiler fuel etc.)
Lower energy density and useable heat output
Increased emissions and ash-related issues
Increased transport, handling and storage costs
Issues refining arb-chip into commercial pellet/briquette products
Wet arb-chip is extremely difficult to separate by size. The green fraction (leaves, needles and fines) binds the material together, resulting in very low separation percentage before drying. Once dried using flow drying systems, the chip material becomes free-flowing, allowing for far better screening efficiency and separation into valuable fractions. It also increases calorific value of the material for use as a high-value biomass boiler fuel, increasing its overall commercial value.
In the absence of a drying and screening process, raw arb-chip is typically limited to use as mulch, or for composting.
After drying and screening, its value significantly increases as highly calorific biomass boiler fuel and CHP plant feedstock, increasing its commercial value as a fuel pellet/briquette.
Arb-chip presents challenges that many conventional dryers struggle with; wide particle size variation, mixed species, high organic green content and inconsistent moisture content. FlowDrya's unique PulseWave™ agitation motion and deep-cycle drying is particularly well-suited to variable size biomass, such as arb-chip.
Arb-chip is a plentiful, renewable by-product of arboriculture — but in its fresh state, it is moisture-laden, inconsistent, and undervalued. Effective drying is essential to unlock its potential. By removing moisture, enabling clean separation, and delivering consistent quality, FlowDrya transforms arb-chip from a low-value waste by-product into a versatile, marketable biomass resource.
Contact Stronga for further information about drying arb-chip, or fill in the form below and a member of the team will be in touch.
STRONGA SOLUTIONS FOR...
Drying Bark
While this figure varies significantly depending on tree species, season and location, raw bark typically harbours high moisture levels of 65%+. This causes several processing issues, including issues with screening, extraction of fractions, storage and utilisation.
FlowDrya equipment is well proven in removing moisture from bark whilst preserving the physical structure of the material, ensuring the dried bark complies with fuel, mulch or landscaping specifications. Stronga has experience engineering bark drying equipment to suit a wide variety of different bark grades from different tree species.
HOW DOES FLOW DRYING INCREASE THE VALUE OF BARK?
FlowDrya bark drying technology unlocks hidden value in bark by-products, transforming wet waste material into a highly profitable product. Discover the potential.
Compliance with phytosanitation market regulations. FlowDrya can be configured to phyto-sanitise and dry bark fractions at the same time, allowing bark products to be compliant with phytosantation requirements for EU markets, enabling trouble-free transportation across borders.
Extended storage life of bark. Wet bark degrades rapidly; drying bark stabilises the product, eliminating mould and degradation. Drying allows bark to be stored for extended periods without loss of quality.
Growing bark media quality. Controlled flow drying produces consistently low moisture bark, improving blending into professional horticultural growing media.
Increased calorific value. Reducing the moisture content of bark significantly increases net calorific value, making dried bark a viable biomass fuel.
Halving bark transport costs. Removing moisture from bark more than halves the weight to be transported, cutting transport costs in half.
More effective bark screening & grading. Removing moisture from bark allows for improved screening and grading, enabling the extraction of higher value fractions for landscaping, nuggets and play grade bark applications.
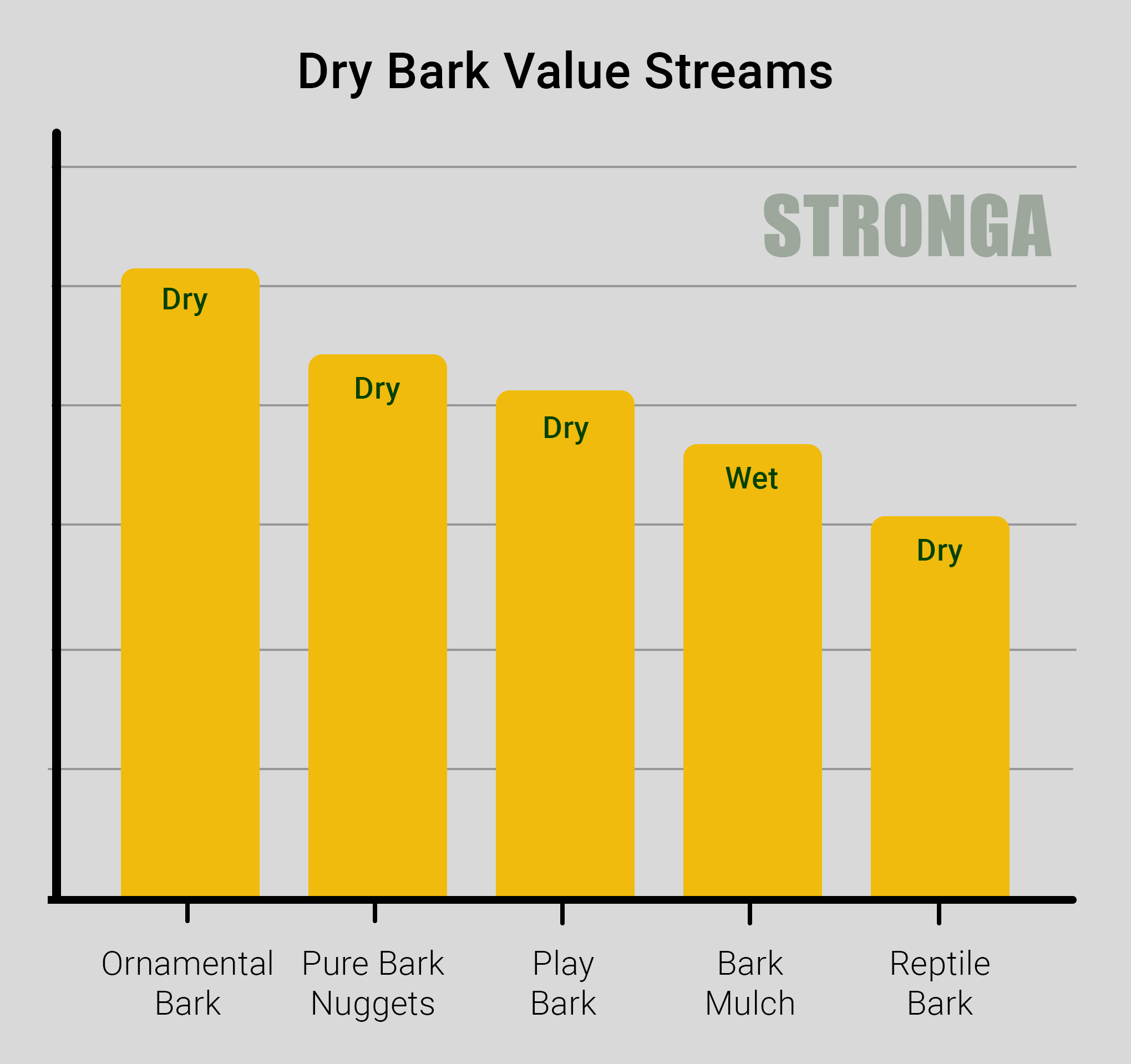
WHICH BARK APPLICATIONS ADD MOST VALUE?
Dry bark fractions offer varying levels of value, depending on the markets they are sold into. The 4 fractions presented below typically deliver highest added value.
Landscaping Bark – ornamental bark fractions and bark nuggets represent the highest-added-value products in the professional landscaping market.
Play Bark – screened dry bark has strong demand from local government, landscape contractors and schools requiring an aesthetic and natural looking playground surface.
Bark Mulch – bark has value as a mulch, helping to supress weeds and increase moisture retention.
Reptile Bedding – dry bark can be used in reptile enclosures to help manage humidity and create a comfortable living environment.
Contact Stronga for specific information relative to your bark drying requirements.
STRONGA SOLUTIONS FOR...
Drying Gorse Biomass (Invasive Species)
Derived from "gorse" (Ulex europaeus), a woody, moist (when harvested green) and evergreen shrub, chopped gorse biomass offers good potential as a renewable bio-source feedstock.
Featuring in the top 100 of the "Global Invasive Species Database", common gorse is considered highly invasive and is particularly problematic in Western Europe, New Zealand, Australia and Chile. As well as being invasive, gorse is highly flammable due to its oily foliage, accumulation of dead material (Necromass), high burn intensity and high combustibility. If left unmanaged, mechanical removal is often the most effective control method to prevent wildfires and spread, but it also expensive and time consuming.
Gorse biomass is typically obtained as a by-product of land management, conservation clearance and wildfire prevention activities. When dried using FlowDrya equipment, chopped gorse is an excellent high-energy biomass feedstock with low ash content, and can be used to produce biochar to amend and improve soil health, sequester carbon and generate carbon credits. The photo below shows the common gorse plant prior to harvesting and other processing steps.
HOW DOES FLOW DRYING INCREASE THE VALUE OF GORSE BIOMASS?
Flow drying significantly increases the value of gorse biomass by improving carbon content, usability, market access and handling efficiency.
Higher yield & quality of biochar – drying chopped gorse down to <15%, directly leads to higher carbon yield in the biochar, overall increased yield (1.5-2 times more biochar by weight per cubic meter of input), greater surface area and improved porosity, enhancing biochar's performance in agricultural applications.
Improved structural stability – high moisture gorse feedstocks cause increased thermal stresses and produce excessive VOCs, smoke and ash, reducing the structural output, stability and quality of the final biochar product.
Energy efficiency – drying gorse reduces the energy intensity required for evaporation inside the pyrolysis reactor during biochar production, whilst increasing the speed of the pyrolysis process, increasing output per day.
Increased calorific value – drying gorse biomass enhances its physiochemical properties, leading to better carbonisation and biochar with higher heating values. Drying increases energy density of the biomass, increasing pyrolysis efficiency and significantly reducing process emissions.
Access to higher-value markets – high moisture gorse is unsuitable for biochar production. Drying enables the use and sale of higher quality biochar to premium domestic and commercial markets.
Improved combustion efficiency of biofuel – when gorse biomass is used as a fuel for boilers, dry biomass burns hotter, cleaner and more consistently.
Dry gorse biomass has high potential value in the biochar production sector. Using dry gorse biomass as the feedstock for biochar delivers various streams of economic value.
1) High quality biochar can be used directly on land to enable a circular bio-economy.
2) Dry gorse derived biochar can be packaged and sold to the mass market as a highly valuable commodity, recognised for its soil amendment, carbon sequestration and environmental remediation properties.
3) By converting unstable and invasive biomass (gorse, heather etc.) into stable and long-lasting biochar, producers are eligible for carbon credits used to offset emissions; improving land fertility, economic sustainability and productivity while reducing greenhouse gas emissions.
Revenue from biochar and carbon credits can help cover gorse management costs in heathlands while providing a healthy and sustainable profit. For more information on drying gorse biomass and for commercial information on the process of gorse to biochar production, please speak to the Stronga team by filling out the form below.
Contact Stronga to discuss your gorse biomass drying requirements.
STRONGA SOLUTIONS FOR...
Drying Forestry Brash Chip
Forestry brash is the branch and twig material remaining after trees have been harvested from woodland or created from thinnings as part of forestry management schemes, habitat restoration or for building developments.
The moisture content of wood brash varies depending on season, heap size and recent weather patterns however, moisture content is often high and inconsistent across the load, meaning it is often not suitable as a saleable boiler fuel, even after a period of air drying. When flow dried to the correct % moisture for boiler fuel specification, farmers, forestry owners and wood fuel businesses can sell brash chip as a valuable boiler fuel, compliant with local boiler specifications and wood fuel standards.
By chipping and flow drying wood brash chip, professional biomass fuel suppliers gain a consistent, controlled wood fuel with moisture content between 20-30% optimised to meet fuel contract specifications, whatever the season. Alternatively, the flow dryer can be arranged to dry the brash chip down to 12-16% MC for briquette production, as was the case with the customer in the video below. Overall, this unlocks significant financial value from each m³ of woodchip fuel sold to the market as boiler fuel.
WHY MOISTURE MATTERS FOR BRASH CHIP TO BIOFUEL PRODUCTION
Flow drying chipped wood brash unlocks significant financial value from each m³ of woodchip fuel sold to the market as biomass fuel.
In the UK, after harvesting, brash typically has a moisture content of 60-65% which, even after air drying for 12 months, remains too high to be a useful high calorific value biomass fuel at 35-40% - depending on season and weather conditions.
With at least 3X more demand during winter months from customers owning a boiler, there is a seasonal demand dilemma for producers. FlowDrya delivers value by enabling owners to meet higher demand in winter months, giving them complete control by drying wood fuel directly to the required moisture content for boiler fuel moisture requirement. Overall, FlowDrya is a worthwhile investment for chipped brash suppliers, adding approximately 30% to calorific value of brash chip vs. air drying alone.
FLOW DRYING REMOVES THE RISK OF FUEL LOAD REJECTION
Stronga drying solutions for chipped wood brash transforms wet low-value forestry waste into premium, consistently dry biomass fuel that can be sold to CHP plants, commercial scale boilers, domestic wood fuel boilers, district heating systems and industrial boilers. Low moisture brash chip feedstock:
Increases the calorific value of brash chip – dry brash (20%) contains more than double the usable energy per kg of wet brash (60%) - increasing net calorific value from circa 6MJ/kg to 14MJ/kg.
Improves the temperature of the boiler flame – reducing flue losses, increasing peak output of heat and removing ash issues.
Improves combustion efficiency – evaporating moisture in the boiler is a huge energy problem, significantly reducing the amount of useful heat the boiler produces. Dry shredded brash chips waste significantly less energy during combustion, increasing combustion efficiency and lowering emissions during heat production.
Extends storage life – wet brash chip degrades rapidly through biological activity, mould and composting; dry material can be stored for long periods without losing quality.
Optimises briquette production – for the production of high-quality fuel briquettes, shredded brash chips need to be dried down to 12-16% moisture content - easily achievable with the FlowDrya.
Protects the boiler – biomass boilers are designed for a specific moisture range. Forestry brash chips with high moisture content cause corrosion, blockages in fuel handling systems and unplanned shutdowns. FlowDrya ensures compliance with boiler moisture requirements, extending the life of the equipment.
Enables compliance with local regulations – speak to Stronga to ensure FlowDrya meets the requirements of your local wood fuel specifications.
DRYING BRASH CHIPS IMPROVES ENERGY CONTENT & CALORIFIC VALUE
Contact the experienced Stronga team to gain detailed information in relation to your brash chip drying metrics and requirements. Our friendly team will size and build a wood brash dryer that grows with your wood fuel business.
STRONGA SOLUTIONS FOR...
Drying Chipped/Shredded Waste Wood
FlowDrya equipment helps waste wood recycling businesses significantly improve their profits throughout the year through transforming shredded waste wood into added-value products.
Once chipped or shredded, recovered construction and demolition (C&D) waste wood can be flow dried and recycled into a number of useful products, such as biomass fuel, animal bedding, boiler fuel and wood pellets/briquettes.
Recycling not only diverts waste wood from landfills, eliminating potential landfill disposal costs, it also contributes to lower carbon emissions, enabling the transformation of waste wood into valuable commodities that generate income as part of a waste-to-wealth transformation.
The Wood Recyclers' Association (UK) grading system allows wood recyclers to categorise their waste wood contamination level and determine whether the wood waste is hazardous or non-hazardous. Typically, wood waste is categorised into 4 categories:
Grade A – Clean, untreated wood with high recycling value, used as feedstock for domestic biomass fuel (non-IED (Industrial Emissions Directive) installations) and the manufacturing of pellets and briquettes.
Grade B – Treated, non-hazardous industrial wood.
Grade C – Municipal/Treated Non-Hazardous mixed waste wood.
Grade D – Hazardous Waste Wood, treated with copper chrome arsenic/creosote.
WHERE DOES WASTE WOOD GENERATE MOST VALUE?
Shredded Waste Wood to Briquette Production
In the UK in 2024, 96% of all C&D waste wood was recycled, reused or recovered, with biomass applications accounting for 65% of all end uses. Many wood waste recycling companies choose to transform recovered, waste wood into high-quality wood-fuel briquettes, reducing their reliance on increasingly expensive fossil fuels while transforming waste into a sustainable form of local, independent energy.
Biomass briquettes require the shredded wood feedstock to have a low moisture content of 10-12%. FlowDrya equipment ensures that the briquettes have high structural integrity, are durable and have high combustion efficiency.
In the winter, when heat/market demand is higher, FlowDrya eases seasonal moisture constraints with effective and efficient drying, all year round.
The Role of Drying in Producing High-Quality Briquettes
Drying is the critical step in converting shredded or chipped C&D waste wood into consistent, high-quality biomass briquettes. ISO 17225 guidelines require the moisture content of biomass used for biofuel briquettes to be less than 15% of the mass.
FlowDrya increases energy yield of briquettes. Waste woodchips with lower moisture content release more heat per unit mass. Moisture in wood absorbs energy during combustion, meaning wetter fuel generates less usable heat (lower calorific value).
Moisture Content
Net Calorific Value MJ/kg
12%
17 MJ/kg
30%
12 MJ/kg
FlowDrya increases density, strength & physical quality of briquettes – flow drying improves how wood fibres bind together during compression, increasing both mechanical durability (lignin activation) and bulk density. This aids in the reduction of fines material volume, reducing product loss.
FlowDrya stabilises & improves burn profile of briquettes – biomass with a moisture content of <15% generate more consistent and predictable ignition, reducing the incomplete combustion which occurs when high moisture biomass is burnt. Flow drying ensures a cleaner burn and unlocks access to premium wood fuel markets.
FlowDrya reduces emissions & ash residues during briquette production – flow drying directly reduces harmful particulate emissions and unburnt compounds as a result of higher moisture content fuel while also reducing ash content as a result of more complete combustion.
FlowDrya reduces transport costs per unit of energy – by increasing energy density, briquette producers are able to reduce their transport costs. Since buyers usually pay by the tonne, low-density or high moisture content briquettes can reduce energy per unit volume. Dry dense briquettes store more heat per truckload, increasing the amount of energy delivered in same truck.
In the UK, being registered on the BSL (Biomass Supplier List), Sustainable Biomass Project Certified (Europe/UK) and certified by the International Organisation for Standardisation, allows your recycled shredded waste wood to become a commercially viable biomass fuel.
Contact Stronga's FlowDrya team to discuss flow drying solutions for your briquette production requirements and begin maximising the financial value of your briquette production operation.
STRONGA SOLUTIONS FOR...
Drying Shredded Pallet Wood
FlowDrya equipment helps pallet recycling companies improve their overall profits through drying shredded pallet wood, for the production of high-quality wood briquettes and pellets.
The expanding global trade and shipping sector drives high demand for single-use pallets, creating a continuous, abundant supply of wood pallet waste. FlowDrya equipment is able to process shredded pallet waste into consistently dry, high-quality wood biomass, for the production of pellets and briquettes. FlowDrya enables businesses to produce pellets and briquettes year-round, eliminating seasonal variations in moisture content of the shredded pallet wood.
FLOW DRYING KEY TO PROFITABLE BRIQUETTE PRODUCTION
For the production of high-density biomass fuel, cost and energy efficient moisture removal is essential. High quality wood briquettes require very specific moisture control to ensure their suitability as a wood fuel; moisture content of shredded pallet waste wood biomass needs to be approximately 10-12%. The process of briquetting is largely positive; volume is reduced by circa 90% (space saving), revenue is increased from high-density fuel form and fuel rejection costs are significantly reduced. Without FlowDrya, none of this is possible.
FlowDrya increases combustion efficiency – low moisture content increases the burning temperature, produces less smoke and more heat, wasting less energy spent evaporating water.
FlowDrya increases briquette density & binding – moist wood prevents wood fibres from bonding and compressing. FlowDrya enables wood fibres to compress and lock together, reducing air gaps and increasing the density and mechanical integrity of briquettes. Moisture interferes with lignin activation during compaction.
FlowDrya increases briquette storage stability – moist briquettes develop mould and can degrade during storage. Dry briquettes resist biological degradation.
FlowDrya reduces smoke & emissions – properly dried shredded pallet wood reduces the particulate emissions associated with moisture during combustion.
FlowDrya increases the calorific value of briquettes – dry briquettes ignite more easily and burn consistently; less energy is wasted during incomplete combustion, increasing the usable energy (MJ/kg).
Through drying shredded pallet wood, FlowDrya directly improves briquette production by improving their saleable, useable energy. Not only is the heat output of dry briquettes more consistent, the briquettes themselves are stronger and durable, with no risk of crumbling, ensuring your briquettes are compliant with fuel quality standards.
PRODUCING HIGH-QUALITY WOOD-FUEL PELLETS
For the production of wood-fuel pellets, the moisture content of shredded pallet waste wood biomass is lower at 8-10%. Pellets require finer wood fractions for production; they are far less tolerant of higher moisture contents.
Why is flow drying essential for pellet production?
FlowDrya improves cohesive pellet formation – pellets require high compression in pellet mills; moisture content above 10% prevents the material from compressing into dense pellets, reducing their quality.
FlowDrya increases mechanical strength of pellets – moisture content below 10% increases the durability of fuel pellets, reducing the risk of breakage during handling and transport.
FlowDrya increases combustion efficiency of pellets – similar to briquettes, out of moisture-profile pellets burn poorly, FlowDrya increases the combustion efficiency of pellets, maximising energy output per kg.
FlowDrya reduces risk of mould – pellets with high moisture content degrade faster, reducing long-term storage potential.
FlowDrya ensures good flow in pellet boilers – wet pellets swell, stick together and jam pellet feeding systems.
Pellets are a high-value fuel. FlowDrya directly improves the value of wood pellets by reducing the moisture content of shredded pallet wood feedstock, increasing their overall marketability. Flow drying improves the efficiency of pellet production, reducing dust from cracked and broken pellets while increasing the producer's revenue from the sale of more durable and compliant pellets. FlowDrya reduces dust fines from broken pellets, increases net calorific value of each kg of pellets sold and ensures compliance with strict pellet fuel standards.
WHY IS FLOWDRYA SUITED TO DRYING SHREDDED PALLET WOOD WASTE?
Number of strokes per hour and material depth on the drying bed can be adjusted via the HMI to ensure the desired moisture content is achieved. Stroke count per hour can be reduced to increase moisture removal, and vice versa. This is integral for briquette producers and pellet mills where output moisture content is critical.
High-capacity in-feed hoppers (30/50/80+ m³ in-feed capacity) are optimised by the Stronga team for the properties of the wet material to be dried, as well as overall site requirements.
The unique PulseWave™ deep-cycle agitation motion ensures shredded or chipped pallet wood is continuously tumbled along the hydraulically-powered drying floor – ensuring consistent, thorough drying.
FlowDrya dries material at 3-4X greater depth than belt dryers – delivering higher throughput and uniform drying in a more compact dryer.
Built-in fines material separation ensures the dry shredded pallet wood is free from dust, grit, sand and other heavy fines materials, leading to higher quality wood briquettes and pellets.
Stronga custom-build each FlowDrya to the unique requirements of each project; this means the dryer throughput is scalable to your briquette and pellet production needs.
Contact the experienced FlowDrya design team to gain detailed information in relation to your shredded pallet drying project. Our team will size and build a chipped pallet dryer that grows alongside your wood fuel business.
FLOWDRYA FAQS
Shredded Pallet Drying FAQs
What is shredded pallet wood waste and how is it produced?
Shredded pallet wood waste is the material recovered when waste wood pallets are shredded. Shredders remove any metal nails and shred the pallets ready for the pallet wood material to be converted into wood-fuel pellets or briquettes.
What grades does pallet wood come in?
Wood pallets usually come in three different grades:
Grade A – good condition pallets that have not undergone any repairs. Unpainted/untreated.
Grade B – repaired, less attractive pallets. Painted/stained – water-based.
Grade C (single-use/broken) – heavily used, for one way shipping, unrepairable single-use pallets. Painted/laminated.
How can waste wood collectors and pallet recyclers generate revenue from shredded pallet wood?
Waste wood collectors and wood pallet recyclers create valuable revenue streams through the conversion of dried and processed pallet woodchips into woody biomass briquettes/pellets. These fuel briquettes/pellets can then be sold to the market as a high-value fuel, or used on-site to produce local heat and energy.
STRONGA SOLUTIONS FOR...
Drying Solid Recovered Fuel (SRF)
High moisture content is the main factor limiting the energy output of SRF in kilns, boilers and gasifiers, with a significant portion of combustion energy used to evaporate water rather than generate useable heat (calorific value). FlowDrya equipment reliably removes moisture in SRF before combustion; increasing calorific value while unlocking economic value across the entire fuel chain. The list below details the benefits of flow drying SRF.
When compared to coal and gas, SRF has lower reportable fossil CO₂ emissions when used as an alternative energy.
Dry SRF has a significant biogenic (biomass) fraction; this is zero rated under EU Emission Trading Scheme.
SRF is regionally-sourced and waste-derived, stabilising and diversifying fuel supply from a local waste stream.
Seasonal variations can increase SRF moisture significantly. FlowDrya ensures reliable delivery of high-value SRF and adherence to contract agreements, year-round.
Unlike coal and gas, which are exposed to supply disruptions and rising costs, SRF is regionally-sourced from waste, providing cement producers with a more predictable, resilient energy supply.
DRY SRF IN THE CEMENT INDUSTRY
Dry SRF is typically used in the energy-intensive cement production industry where drying increases marketability and profitability. With cement producers requiring SRF below 15% moisture for use as alternative energy, FlowDrya enables recyclers to supply compliant dry feedstock.
Higher Thermal Substitution: FlowDrya enables higher substitution rates in cement kilns, reducing fossil fuel use and lowering fuel costs — currently 4–5x cheaper than gas.
Reliable Production Rates: More dry SRF can be fed without disrupting the flame. Kiln temperatures stay optimal. Throughput and clinker output increase.
Energy Efficiency: FlowDrya uses spare kiln waste heat for low-cost, energy-efficient drying. Dry SRF delivers higher energy per tonne. SRF at 40% moisture provides approximately 40% less energy per kg than at 15%.
Cost Savings: Dry SRF cuts fossil fuel use and EU ETS exposure. A 1,000 t/day plant can save tens of millions annually.
Airflow & Draft Stability: Dry, dense SRF has lower volume per tonne. Higher feed rates are possible without overloading the ID fan or destabilising the calciner.
Higher Fuel Classification & Market Value: SRF below 20 MJ/kg is subject to penalties in the cement industry. High-class SRF (>20 MJ/kg) commands premium pricing. Reducing moisture to <20% significantly increases calorific value, producing a stable, high-quality fuel suitable for premium cement markets.
Classes of SRF according to EN ISO 21640:
Classification Characteristic
Unit
Class 1
Class 2
Class 3
Class 4
Class 5
Net Calorific Value (Mean)
MJ/kg
≥25
≥20
≥15
≥10
≥3
*Approximate Moisture Content
%
<5
<15
<40
<55
n/a
* Moisture content is estimated based on the reduction of net calorific value due to high moisture. The moisture content estimation is not a regulatory threshold but an estimation based on the positive effect of flow drying on calorific value.
HOW DOES FLOWDRYA MAXIMISE VALUE OF SRF?
FlowDrya is best-in-class for drying SRF, with each dryer bespoke-engineered to solve the real challenges faced by SRF producers, waste managers, cement plants and waste-to-energy facilities. Discover the benefits of the dryer.
FlowDrya's deep-bed drying system delivers consistent fuel quality through deep moisture content reduction, transforming wet SRF (up to 40% moisture) into fuel below the typical less than 20% target demanded by cement kilns and <10% required for pellet production.
FlowDrya delivers highest m³/hr throughput from a compact footprint, featuring a stainless-steel floor that lasts 25+ years, ensuring high-performance longevity.
FlowDrya's unique PulseWave™ agitation system ensures the SRF material is continuously mixed and tumbled on the deep (600-800mm) drying bed, designed specifically for SRF, ensuring every part of the load receives equal thermal contact and airflow, producing a uniform dry output that improves combustion predictability.
FlowDrya is designed to work with existing residual heat sources — for cement plants, spare heat is in abundant supply, such as waste heat air flow from clinker beds, cement kilns, pre-calciners etc.
With intelligent DryStation™ HMI controls, FlowDrya continuously monitors key parameters while strokes per hour, material depth and airflow can be operator-adjusted to achieve optimal drying performance.
FlowDrya uses 3–4X less electric power than belt dryers due to its stop/start hydraulic operation, driving down operating costs and making SRF drying even more economically viable.
SRF drying efficiency depends on air temperature, relative humidity, input moisture content, dry output requirement and other factors. For advice relating to your specific SRF drying requirements, please get in touch with our friendly team by filling out the enquiry form below.
Begin the process of increasing your thermal substitution rate with high-quality, dry SRF, commanding premium market prices.
STRONGA SOLUTIONS FOR...
Drying Refuse Derived Fuel (RDF)
Harnessing waste-derived material today for tomorrow’s energy.
Refuse Derived Fuel (RDF) is a highly variable heterogenous mix of Municipal Solid Waste which has a high moisture content often up to and sometimes beyond 55%, depending on season and location. Unlike SRF, which is refined and homogenous, the higher moisture content of RDF significantly reduces its combustion efficiency and overall market value as an alternative fuel.
FlowDrya offers the market’s leading solution in the form of a simple, highly efficient, robust and scalable RDF drying system for industrial waste recycling companies and energy-intensive industries. FlowDrya is best-in-class at conditioning RDF to moisture contents below 20%, with the design of the dryer adjusted to maximise tonnage throughput, turning wet RDF into an optimised, highly-calorific alternative fuel for use in cement kilns, calciners and beyond. FlowDrya is engineered to handle moisture and material variations of RDF, increasing calorific value and quality of the fuel to enable access to premium markets while avoiding low-grade RDF penalties.
BENEFITS OF FLOW DRYING RDF
What are the Benefits of Flow Drying RDF?
High moisture content is a big issue for RDF. It negatively impacts the useable energy (calorific value), especially during wet seasons, causing costly penalties for cement works and waste transfer stations.
Higher energy output – Wet RDF (up to 55% moisture) typically contains less than 10 MJ/kg. Flow drying reduces moisture below 20%, boosting calorific value to 18 MJ/kg… an 80% increase.
Improved transport efficiency – Removing water weight from the RDF load increases energy delivered per truckload, lowering transport costs per unit of energy.
Enhanced combustion performance – Wet RDF releases more steam during combustion, lowering flame temperature. Dry RDF stabilises the flame, reduces unburnt residues, CO, smoke, and VOCs.
Reduced feeding issues – Dry RDF flows more easily in cement kilns and EfW boilers, minimising blockages, maintenance, and overall downtime which can be extremely costly.
Increased market value – Uniform low-moisture RDF has higher calorific value, enhancing its attractiveness for industrial users and recyclers.
Better material separation – Flow drying improves fraction separation, contaminant removal, and fuel uniformity, enabling higher thermal substitution rates (TSR), reducing fossil fuel use and CO₂ emissions per tonne of clinker.
THE WORLD’S-LEADING RDF DRYER
FlowDrya directly addresses the challenge of high-moisture RDF by drying to sub-20%, dramatically increasing calorific value while improving transport efficiency, combustion stability, separation efficiency and overall market value. Discover the benefits of the dryer.
Low-temperature drying – FlowDrya equipment operates at 80-100°C. The dryer is optimised for specific RDF characteristics and available residual heat supply from cement kilns.
FlowDrya is scaled to meet throughput requirements – FlowDrya is the best equipped RDF dryer on the market with deep-cycle-drying (500-600mm) and PulseWave™ agitation for reliable drying of non-homogenous materials. The dryer is scaled based on the throughput requirements of each project.
FlowDrya RDF drying solutions are globally-proven – Stronga have considerable experience in building flow dryers for a wide range of waste-derived alternative fuels, such as RDF and SRF.
No chains, belts or sprockets – RDF is dried on FlowDrya’s hydraulically-driven moving floor. Unlike belt dryers, there are no plastic woven belts that can stretch, slip, stick, or get cut.
Super-low electrical power consumption – FlowDrya’s stop-start operation uses significantly less electrical power (4-8X less) than belt dryers which run continuously with multiple, energy-hungry motors, bearings and gearboxes.
Don’t let high water contents weigh you, and your RDF fraction, down — unlock the full potential of your business today with FlowDrya. Fill in the form below to speak to our friendly, knowledgeable RDF drying experts.
STRONGA SOLUTIONS FOR…
Drying Plastic Packaging Waste
In 2025, approximately 225 million tonnes of plastic waste was generated on a global scale; the majority of which is ‘hard-to-recycle’ and currently sent to landfill at significant cost; or incinerated.
FlowDrya equipment offers a highly effective solution for drying the full range of plastic materials found in today’s post-consumer packaging waste stream — including hard-to-recycle plastics such as PET, HDPE, PVC, LDPE, PP, PS, and other flexible plastics. These materials, commonly used in beverage bottles, food containers, films, trays, and packaging, are often unsuitable for conventional mechanical recycling.
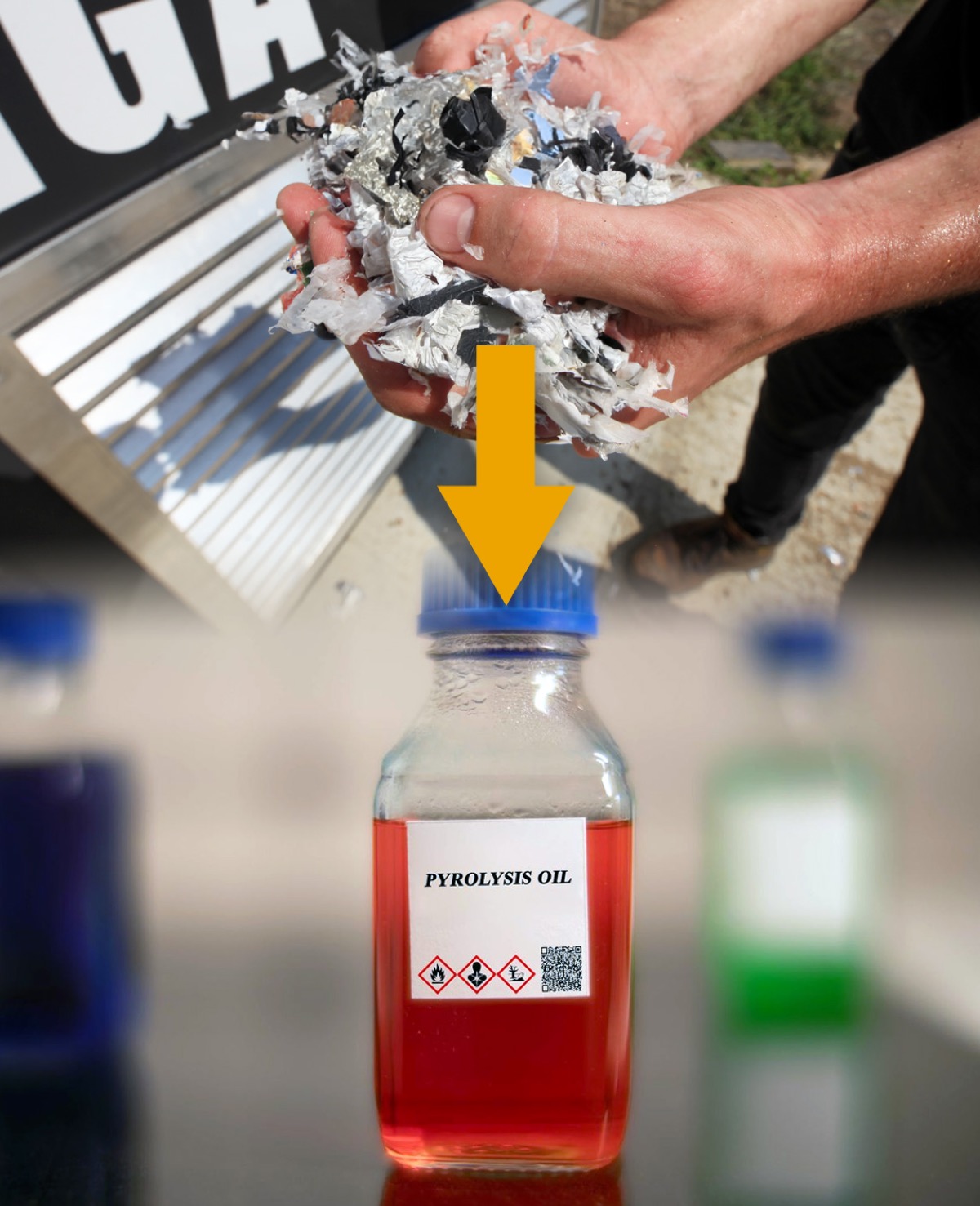
Drying packaging waste is integral to the process of transforming plastic polymers into pyrolysis oil and syngas, helping create considerable value from materials that would otherwise be landfilled or incinerated. FlowDrya offers the essential solution, enabling multi/mono-material plastic packaging feedstock to be recycled via advanced depolymerisation and microwave-induced pyrolysis. Through drying, FlowDrya offers a scalable and commercially-viable pathway towards closing the loop on recycling packaging waste.
FlowDrya equipment drying the sorted clean plastic fraction on a commercial-scale plastic pyrolysis MRF plant in Mexico City.
How Does Drying Improve Pyrolysis Oil Recovery?
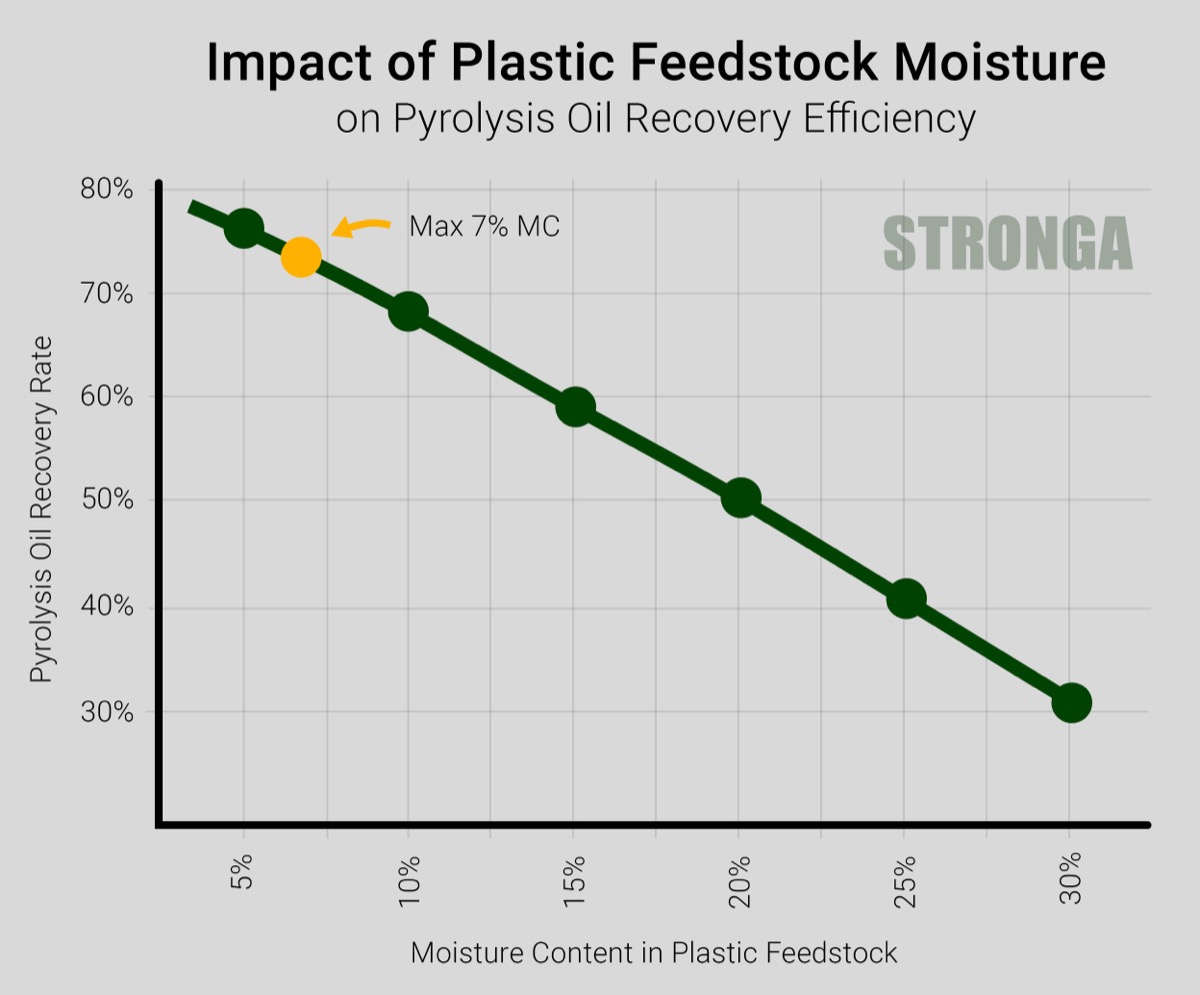
Stronga currently have multiple clients drying plastic packaging waste for microwave-induced pyrolysis and fuel oil recovery. On each site, FlowDrya equipment successfully met the 7% maximum moisture content requirement for the plastic pyrolysis feedstock material. Drying is vital because, in the absence of adequate drying systems, plastic packaging with high moisture content (>7%) negatively affects the % recovery rates of high-quality pyrolysis oil, diluting the concentration of the valuable hydrocarbon oil.
During thermal conversion, dry plastic packaging, made from PE and PP, yields some of the highest pyrolysis oil percentages of any plastic waste stream.
Environmentally responsible packaging solutions. From shredded plastic packaging to pyrolysis oil (and syngas), with FlowDrya.
Drying is critically important for increasing thermal conversion efficiency of plastic packaging into oil and syngas.
Improving pyrolytic fuel yield – Wetter material absorbs heat energy that would otherwise be used to break down long-chain hydrocarbons into oil. Even a small increase in moisture content can drastically reduce oil recovery potential. More oil recovery per kg of plastic feedstock = higher marketing values, better financial returns and revenue.
FlowDrya enhances energy efficiency – Pre-drying the plastic feedstock reduces the requirement for energy-intensive evaporation during the thermal conversion process, optimising overall process energy efficiency.
FlowDrya improves pyrolysis process stability – Formation of water vapour that expands at high temperatures can cause pressure fluctuations and disrupt thermal reactions. Dry feedstock, sub 7%, mitigates issues caused by high moisture content material, such as foaming or splattering in reactors, uneven temperature distribution and blockages in pyrolysis reactors.
FlowDrya reduces impact on pyrolysis efficiency – Higher water levels in the plastic material increases the starting temperature for the reaction and prolongs overall pyrolysis time, thereby reducing process efficiency.
FlowDrya prevents pyrolysis oil quality degradation – High moisture content plastics produce more water in condensates, lowering the calorific value of the recovered oil.
FlowDrya increases lifespan of onsite equipment – Moisture condenses in cooler sections of pyrolysis equipment, potentially causing acidic corrosion or rust. By reducing the moisture content of pyrolysis reactor feedstock, FlowDrya directly reduces moisture-related maintenance issues.
FlowDrya improves syngas quality – Drying plastic packaging before microwave pyrolysis lowers CO₂ and tar formation, increases CO and CH₄ fractions, improves syngas heating value, and stabilises gas composition by minimising moisture-induced steam reforming.
Why Choose FlowDrya for Drying Plastic Packaging?
FlowDrya equipment is designed and manufactured by the experienced Stronga team with each customer’s individual requirements in mind. Each dryer is designed to suit the complexity of the multi-layer plastic packaging material and the residual energy available on-site. The result is a bespoke solution designed to deliver optimal packaging drying outcomes.
While the FlowDrya is capable of handling whole mixed plastic packaging similar to the material shown in the dryer in the image; shredding (e.g. <200mm) and debagging the plastic material will result in more efficient and effective drying. Adequately shredding the material reduces the amount of ‘trapped’ moisture ensuring optimal drying.
The sub-floor plenum moving floor and auger arrangement of the FlowDrya automatically screens-out the heavy fines fraction from packaging waste, including soil, glass, sand and dirt <5mm. This process is essential for microwave-assisted pyrolysis because these inert particles: Reduce heating efficiency; Reflect or scatter microwaves; Cause uneven temperatures and incomplete pyrolysis; Damage reactor equipment; Cause clogging and blockages in feed systems; Dilute the feedstock (lowering oil yield); Introduce contaminants into the oil.
FlowDrya also features a unique hydraulic PulseWave™ agitation system which ensures the plastic packaging is thoroughly tumbled and mixed on the drying bed, uniformly drying the plastic material down to approximately 5% moisture content. Deep-cycle drying delivers the lowest cost per m² dried while residual heat utilisation potential enables highly energy and cost-efficient operations.
Sand, grit and other heavy fines particles screened from plastic packaging during the flow drying process, prior to microwave-induced pyrolysis.
PulseWave™ agitation of shredded flexible packaging, on the FlowDrya drying bed.
FlowDrya handles ‘hard-to-recycle’ materials with ease, helping to reduce; (1) the amount of plastic packaging waste sent to landfill; (2) the demand for virgin plastic production and crude oil and; (3) overall fossil fuel consumption. FlowDrya equipment is the key to recycling optimisation and pyrolytic oil recovery. Speak to our team today to discuss our shredded plastic packaging drying solutions.
STRONGA SOLUTIONS FOR...
Drying Municipal Solid Skip Waste (Shredded Pre-Trommel Waste)
Reducing the amount of inert heavy fines and water heading to landfill is high priority for waste recycling companies battling continuously rising landfill disposal costs, transport fees and fuel costs. FlowDrya could offer the solution if your business is still paying high prices sending water and heavy inert waste fines to landfill.
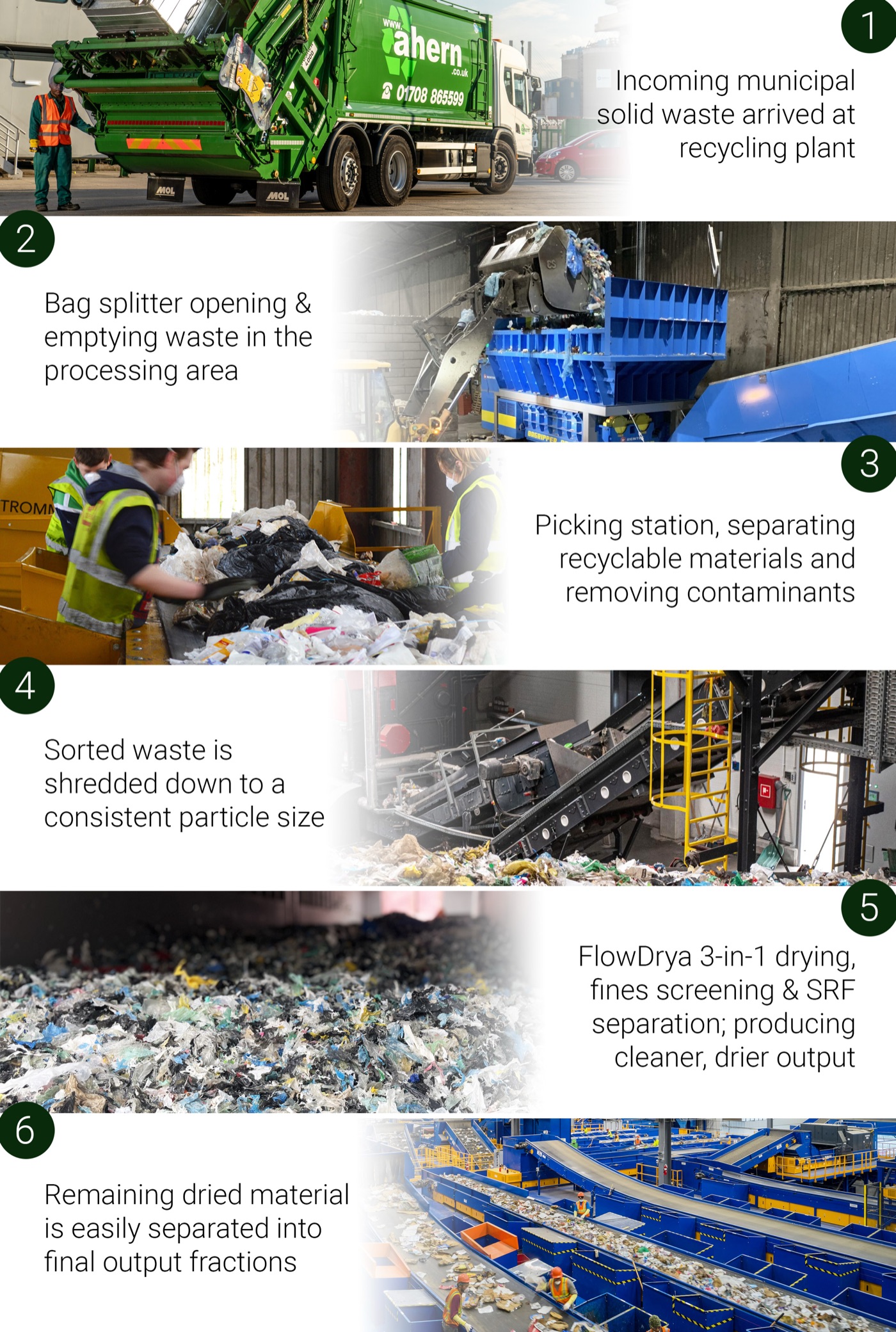
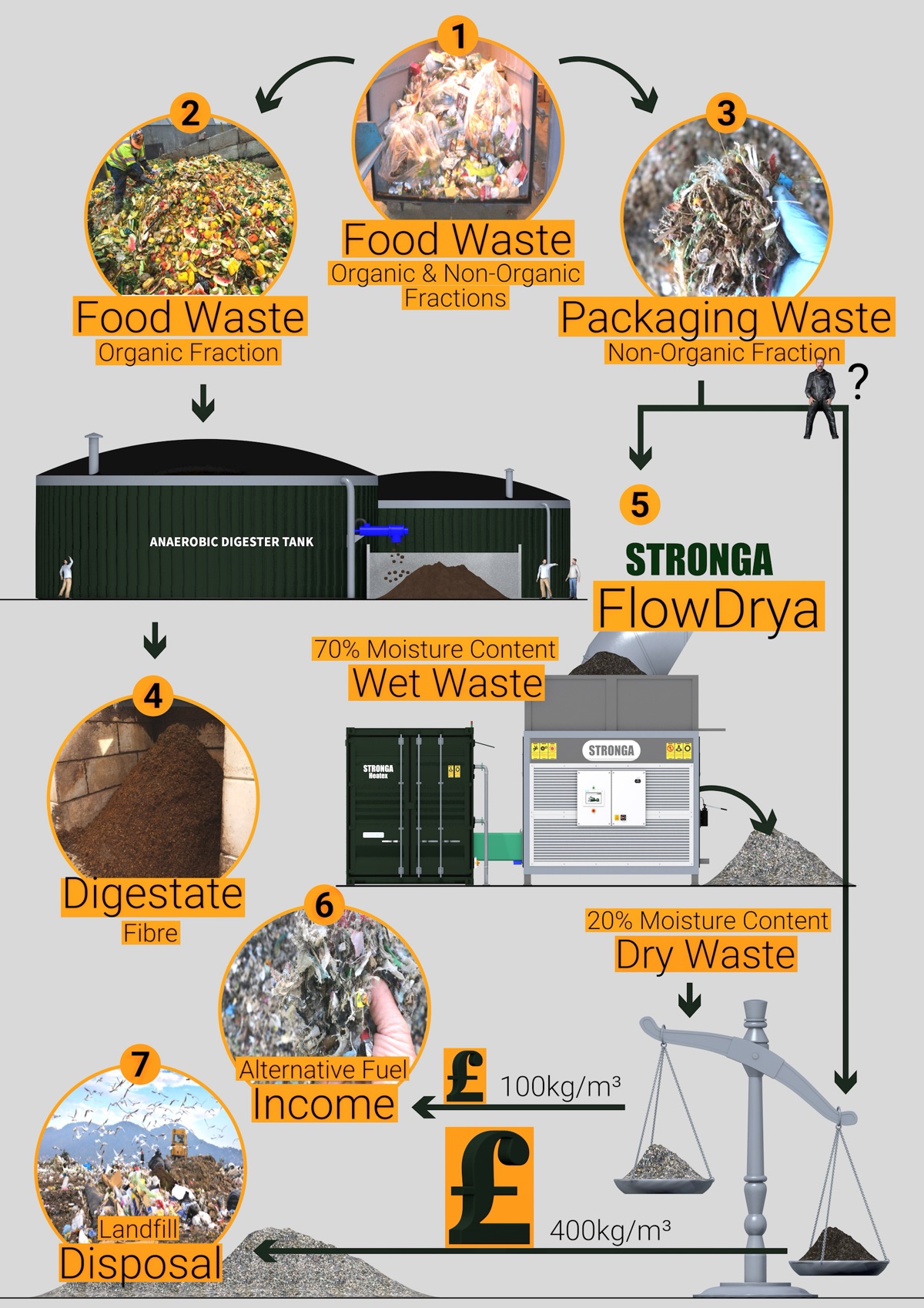
FlowDrya is a well-proven, 3-in-1 waste sector dryer which is designed to screen heavy inert fines, separate the valuable SRF fraction, and remove moisture from shredded MSW. Each process enhances waste fraction processing efficiency, upgrading the entire separation and recycling process. The image below details the overall waste handling process with the integral drying phase integrated at step 5.
Data-Driven Savings for Waste Recycling Plants
The table below details the moisture evaporation savings for a skip company in the UK, evidencing the considerable benefits delivered by the FlowDrya. The following figures are based on 2026 UK landfill costs of a 90-litre representative sample of shredded skip waste which has undergone oven drying. In the table; every 10 m³ contains approximately 2.53 tonnes of removable water; while every 100 m³ contains approximately 25.3 tonnes.
Remember, evaporation savings in the FlowDrya are in addition to improved heavy fractions recovery from SRF and inert heavy fines screening. When combined with the valuable recovery of heavy inert fines fractions the annual savings are closer to £1.5 million, The resulting material fractions are cleaner, reducing contamination and improving material classification for landfill tax reduction.
Wet Bulk Density
676 kg/m³
Oven Dry Density
423 kg/m³
Water Removed During Drying
253 kg/m³
Estimated Moisture Content (wet basis)
37.5%
Wet Waste Processed
200 tonnes/day
Water Removed
75 tonnes/day
Disposal Savings – Moisture Removal Only (UK landfill rate + transport + fuel)
£50 per tonne removed
Daily Savings
£3,745/day (approx.)
Annual Savings (5-Day Week)
£973,700/yr (approx.)
3-in-1 FlowDrya Functionality
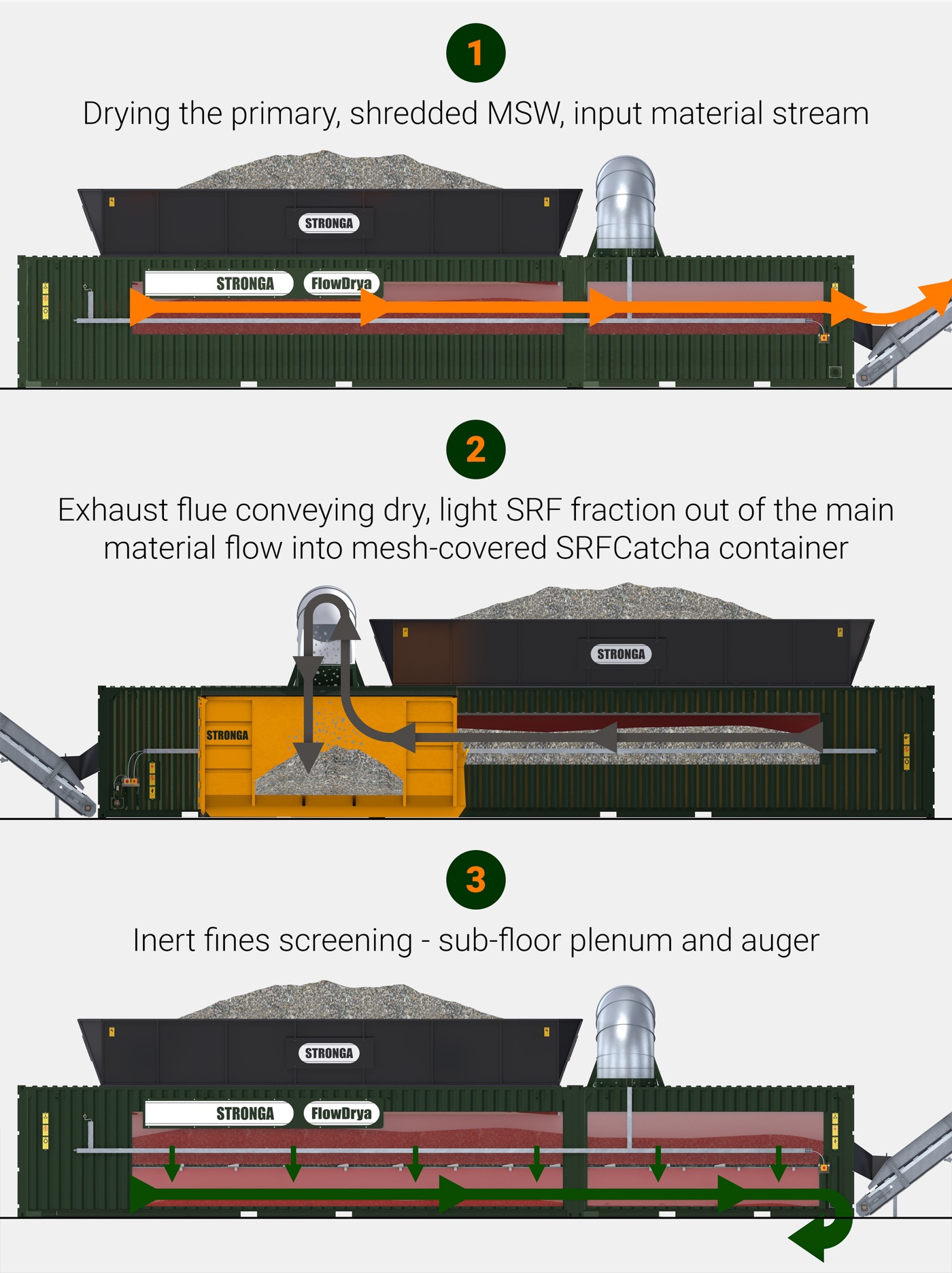
The 3D visualisations below show the integrated 3-in-1 functionality of the FlowDrya.
1) The flow drying and discharge of the main input shredded material stream.
2) The exhaust air flue, conveying dry, light plastic, SRF out of the main material flow into the SRFCatcha mesh-covered container. Drying increases the calorific value, enabling onward sale as an alternative fuel.
3) The inert fines screening sub-floor plenum and discharge auger.
The FlowDrya team use our database industry calculators to design proposals specific to your waste volume and type. We can prove the added-value by delivering measurable, real-world savings that align with your commercial goals. For further information about the FlowDrya 3-in-1 Waste-Series, speak to our knowledgeable team today ›
The Market’s Leading Shredded MSW Dryer
FlowDrya stands out as the market’s-leading shredded waste dryer by combining hydraulic PulseWave™ agitation, high-throughput drying with in-process inert fines separation. The integrated stainless-steel perforated drying floor continuously dries, screens and removes heavy fines from the primary product stream, directly into a sub-floor plenum. These fines are then automatically discharged via an auger, providing additional value, enabling recycling companies to produce cleaner, more consistent output, significantly reducing landfill disposal.
With the optional, high-capacity SuperHoppa (up to 50m³ infeed capacity), FlowDrya is built for continuous, heavy-duty overnight operation, keeping labour costs extremely low. The system also maximises energy efficiency by optimising available thermal energy from onsite generation, ensuring maximum moisture removal with minimal fuel input.
How Much Are You Paying to Dispose of Water?
Others in the sector are already shifting towards advanced material separation and moisture reduction technologies. Don’t risk falling behind. Contact the FlowDrya team today for more details, or learn more on our dedicated shredded MSW web page ›
STRONGA SOLUTIONS FOR...
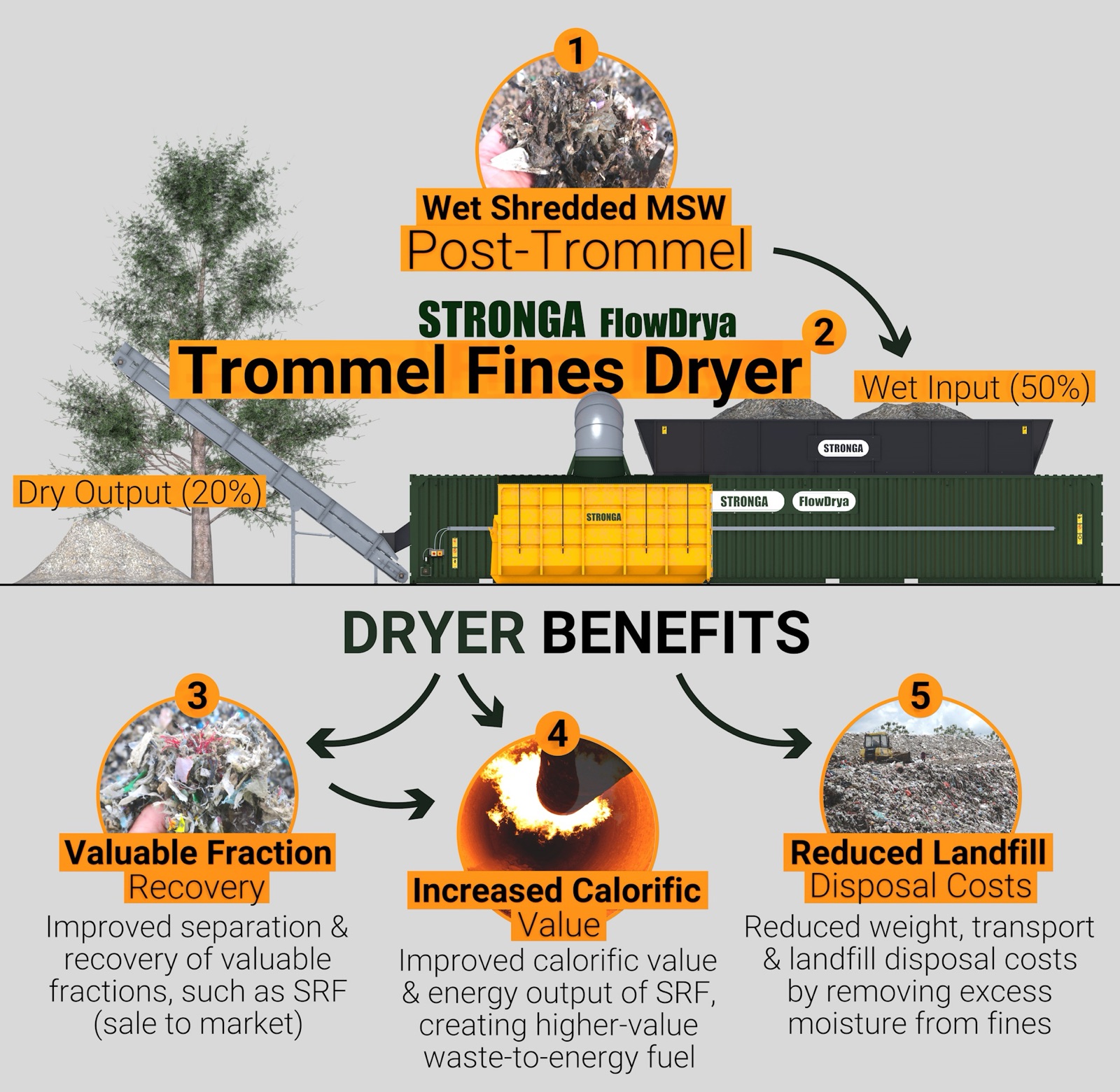
Drying Shredded MSW Trommel Fines
Are you currently paying premium landfill taxes to dispose of water embedded in inefficiently separated waste? FlowDrya could offer the solution, directly reducing waste disposal costs by drying MSW trommel fines and improving fraction recovery, saving you tons of money in landfill disposal costs, gate fees and transport expenses.
Municipal Solid Waste (MSW) is the everyday waste collected from households and Construction & Demolition skip sources. It consists of mixed plastics, paper, cardboard, metals, glass, textiles, and organics and other materials. In wetter months, MSW can contain up to and beyond 50% moisture content. FlowDrya is essential in the recycling and disposal process, reducing moisture (and weight) of shredded waste after it has been ineffectively trommelled or separated, increasing heavy and light fraction recovery while reducing the volume of heavy inert fines sent to landfill. Learn more below.
Benefits of Drying Shredded MSW Trommel Fines
Shredded MSW can contain as much as 50% moisture in wet weather periods – meaning up to half the material weight is water. By drying down to circa 20%, FlowDrya removes 1/3 of the water weight, directly reducing the weight of MSW sent to landfill. This significantly reduces overall transport and fuel costs, together with gate fees which can amount to millions of £/$s, every year.
High moisture MSW is difficult to separate with valuable materials trapped in clusters of wet, sticky waste during attempted separation. Drying down to 20% moisture vastly improves separation rates of shredded MSW in screens and trommels – enabling higher, cleaner recovery of valuable inert fractions, combustible materials, metals and heavy aggregates, minimising the number of valuable fractions sent to landfill. More effective fraction recovery results in higher revenue from more, higher-value recyclables and organics recovered from shredded MSW fines.
Sticky and clumpy MSW fines fractions are fully agitated and dried via FlowDrya’s unique PulseWave™ material agitation motion. Other dryers cannot break sticky clumps apart, resulting in wet pockets in the output material.
Drying increases the calorific value of recovered alternative fuels, increasing combustion value and useable energy in waste-to-energy applications. This creates significant added value while helping waste companies reduce landfill disposal costs.
MSW fines material in its dry, light and fluffy form is less sticky and less clumpy, reducing wear and tear on conveyors, screens, and shredders, increasing overall service life of processing equipment. Drying also increases throughput of trommel/rotary screens, increasing material flow and quality of separation % rates.
When integrated ahead of trommelling in the waste recycling process, FlowDrya delivers a far more efficient and effective single-pass solution — simultaneously drying the material, recovering inert heavy fines, and separating valuable light fractions in one continuous operation that significantly enhances your onward separation equipment. The key benefits of drying trommel fines are visualised in the process graphic below.
THE FLOWDRYA EFFECT
Massive Landfill Cost Savings Drying MSW
The table below indicates the vast landfill tax savings for a typical waste recycling plant in the UK. Figures included in the table and process graphic are for the UK market as of June 2026. To learn your potential landfill disposal savings, in your region and in line with your operation, speak to our team and let us recalibrate the data. Please note: the calculations below are based on incoming waste streams being dried from 50% moisture content down to 20%.
Parameter
Value
Notes / Calculation
Residual MSW waste fines in the FlowDrya
20,000 tonne/year
Wet residual fines currently sent to landfill
Wet basis bulk density @ 50% moisture content
600 kg/m³
Typical weather-dependent bulk density
Moisture removed per m³
225 L/m³
Equivalent to 225 kg/m³ of water removed
Total moisture removed
7,500 tonne/year
Moisture extracted from waste fines
Remaining material after drying
12,500 tonne/year
Residual mass after moisture removal
Operating hours
8,000 hours/year
High-duty continuous operation
Effective landfill disposal cost avoided
£140/tonne
Including landfill tax, gate fees and haulage
Annual avoided landfill disposal cost
£1.05 million/year
Savings from moisture removal alone
Remember, the saving of over £1 million is from drying alone. If we work out the value of improved separation from the dry fines material, total savings every year could be over £1.5 million, excluding any added income from sale of clean, dry fines fractions or SRF recovery via the “SRFCatcha” container. The FlowDrya effect, overall, is remarkable.
Parameter
Value
Total dry fines after moisture removal
12,500 tonnes
Heavy inert fraction recovered and diverted from landfill (30%)
3,750 tonnes
Residual dry fines after separation
8,750 tonnes
Landfill cost avoided
£525,000/year
FlowDrya: Industry-Leader for Drying Shredded MSW
The experienced FlowDrya technical team matches the client’s available thermal energy to the overall drying requirements in terms of moisture removal and throughput, ensuring each dryer delivers optimal thermal efficiency. FlowDrya is the industry-leader for drying MSW, because:
PulseWave™ agitation delivers uniformly dry MSW output. During the flow drying process, FlowDrya continuously agitates the trommel fines material on the drying bed, breaking apart sticky, clumpy fines particles, achieving even and thorough drying which is not feasible with non-agitating belt dryers.
Small ‘heavy’ fines are separated. One unique feature of FlowDrya is the sub-floor plenum and fines auger which removes small stones, metal, glass fractions, and ceramics (<5mm) during the drying process, producing a cleaner primary output material stream and clean, dry inert fines fractions that can be sold to the market.
Large volumes of material on the drying bed. A unique feature of the FlowDrya is “deep-cycle-drying” which delivers high throughput from a compact footprint MSW dryer. FlowDrya is especially effective at drying dense, high-moisture waste fractions compared to the smaller, more fragile beds of belt dryers. A compact 50m³ FlowDrya drying bed can dry circa 20 tonnes of material at one time.
Reducing expensive disposal costs. By reducing handling, lowering energy consumption per tonne, and decreasing the weight and volume of waste to landfill, FlowDrya provides significant disposal cost and tax savings. Drying MSW shredded waste in the FlowDrya before trommel separation removes the need for secondary screening, making the waste drying/separation process far more efficient.
FlowDrya is optimised for the variable composition of MSW. FlowDrya’s controlled airflow, continuous agitation and slow-moving hydraulic operation is adaptable to mixed waste streams containing food, paper, plastics, and fines, ensuring uniform drying across the entire load. FlowDrya can handle a range of materials from fluffier SRF (140kg/m³) to variable, dense fines fractions (600kg/m³).
FlowDrya handles variability in composition & moisture content. FlowDrya can handle mixed, high-moisture waste blends containing sharp or heavy metal particles often present in mixed MSW shred. Belt dryers cannot handle the same challenging materials without belt damage and are, therefore, liable to higher maintenance costs. FlowDrya’s robust stainless-steel design ensures a high-duty cycle, excellent reliability and minimal downtime equipped with a high-capacity extension hopper.
FlowDrya’s well-proven stainless-steel chassis is able to deal with all kinds of challenging particulates, including sharp metal fractions common in MSW trommel fines. Sharp objects would slice through expensive belts in belt dryers.
Don’t let high water content weigh you down. Unlock the full potential of your business with FlowDrya, making significant cost savings, year in, year out. Fill in the form below to speak to our knowledgeable MSW trommel fines drying experts.
STRONGA SOLUTIONS FOR...
Drying De-Packaged Shredded Plastic Waste
De-packaging waste is the wet, sticky, non-digestible material leftover after packaging plastic has been screened and separated — including stretch wrap, flexible plastics, starch bags, microplastics, plastic films and other non-recyclables.
The composition of de-packaging waste is highly variable depending on the input packaging and quality of the de-packaging equipment. Moisture content can often reach up to 70%, resulting in heavy, costly to dispose of, de-packaged waste. FlowDrya equipment offers a highly effective solution for tackling the disposal problem by drying the mixed residue packaging waste using on-site, residual heat. The result is a lighter, more consistent, easier-to-manage material with moisture content sub 20%. Overall, drying de-packaged waste reduces disposal costs and opens up recycling and energy recovery applications.
With years of experience handling plastic de-packaging materials, Stronga design practical, reliable, real-world solutions that transform notoriously difficult packaging waste into valuable dry output.
How FlowDrya Integrates into the De-Packaging Process
After de-packing and separation of the organic material, flow drying the wet packaging material not only significantly reduces the weight of de-packaged plastic packaging residue by 300kg/m³*, it also reduces the amount of waste remaining through an overall improved separation process.
Rather than going to landfill, which can be extremely costly, dry residual de-packaging plastic waste can be processed for use as a valuable, in-profile alternative fuel at <20% MC. Alternative fuels with high calorific values (14MJ/kg+) are significantly more valuable in the market, creating additional revenue streams for AD food waste plants, as visualised in the process graphic below. Figures included are based on UK AD Plant customer data. This figure will vary on a project-by-project basis and is dependent on the input material to be dried.
Benefits of Drying De-Packaging Shredded Waste
Across a wide range of de-packaged waste fractions, FlowDrya offers the most effective drying solution. Discover the key benefits of investing in FlowDrya for drying your shredded packaging material stream.
Reduced Landfill Costs – Flow drying reduces the volume of waste transported to landfill, thus reducing landfill tax, transport costs, labour hours and more. On a particular site in the UK, FlowDrya dries the de-packaged waste stream from 400kg/m³ at 70% moisture to 100kg/m³ at 20%. That’s a 75% reduction in bulk density.
On-Site Residual Heat – FlowDrya can use on-site residual heat to dry de-packaging material. Most food waste AD plants have an on-site supply of residual heat that can be used as the heat source for the dryer via Stronga Heatex equipment.
Rapid Return on Investment – Drying often returns the capital of purchasing the de-packaging drying equipment within months, when the savings from the landfill costs are calculated.
Improved Handling – Drying de-packaging waste down to approximately 20% moisture content improves onward handling. Wet de-packaging residues are typically sticky, clumpy and difficult to handle. FlowDrya improves the flow of material through equipment and on conveyors.
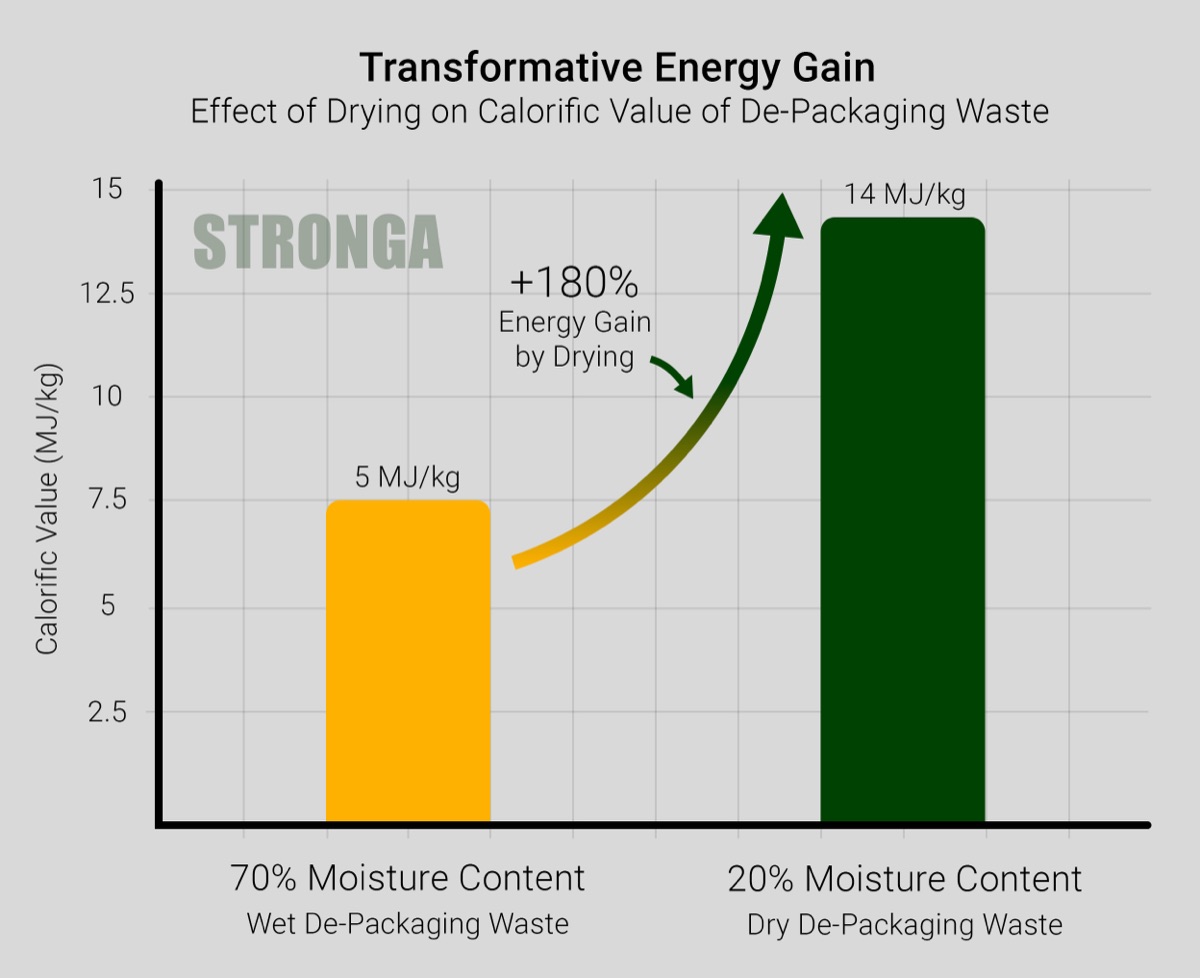
Increased Calorific Value – Drying increases the calorific value of plastic de-packaging waste by 180%, when dried from 70% down to sub 20%. Dry, high calorific plastic de-packaging waste diverted from landfill can be sold to waste to energy plants.
Figures based on Stronga customer data – drying performance may vary on a project-by-project basis.
Optimised Drying Solutions for De-Packaging Waste
Stronga FlowDrya equipment is designed specifically to handle the inconsistencies of shredded de-packaging waste. Unlike belt dryers which typically clog, jam and underperform with clumpy waste, FlowDrya is well-proven with challenging materials with PulseWave™ material agitation, very few moving parts and an anti-corrosion design.
Fill in the form to contact Stronga to discuss drying your de-packaging waste – reducing volume, improving handling, and unlocking new recycling or energy recovery opportunities.
Digestate fibre is the nutrient-rich material leftover after liquid fraction separation, where organic matter is broken down in an oxygen-free process called “Anaerobic Digestion”; a process which also produces biogas (on-site CHP provides electric for use on-site and secondary heat for drying the digestate fibre).
FlowDrya solutions can be optimised for drying a range of digestate feedstocks, facilitating the production of bio-fertiliser, livestock bedding or bio-fuel for AD plant owners. Discover the benefits of drying.
Wet digestate fibre (60%+ MC) degrades quickly while odour is also strong, making it problematic to store. Drying down to <20% moisture significantly improves long-term storage potential by stabilising the fibre.
Wet digestate fibre stored outside can cause environmental pollution. FlowDrya aids in the removal of water and transport mechanism of leachates, minimising leaching risk from wet fibre.
FlowDrya stabilises digestate fibre and improves friability by reducing moisture by circa 40% (depending on digestate feedstock), preventing decomposition and formation of sticky masses.
Drying digestate fibre enables more effective pelleting and stockpiling, ensuring year-round availability/sale potential. Dry fibre can be spread on the land as and when crops require it, aligning supply with crop demand.
FlowDrya provides AD plants with market flexibility and consistent income, delivering a dried material which is readily available, year-round.
DIGESTATE FIBRE APPLICATIONS
Using AD plant process heat, FlowDrya equipment helps offset the capital and operational costs associated with AD infrastructure, making biogas production financially viable while contributing to decarbonisation. Beyond biogas generation, the solid digestate fibre by-product offers additional financial benefits, once dried and pelleted. High-value fibre applications are detailed below.
Digestate Fibre Livestock Bedding
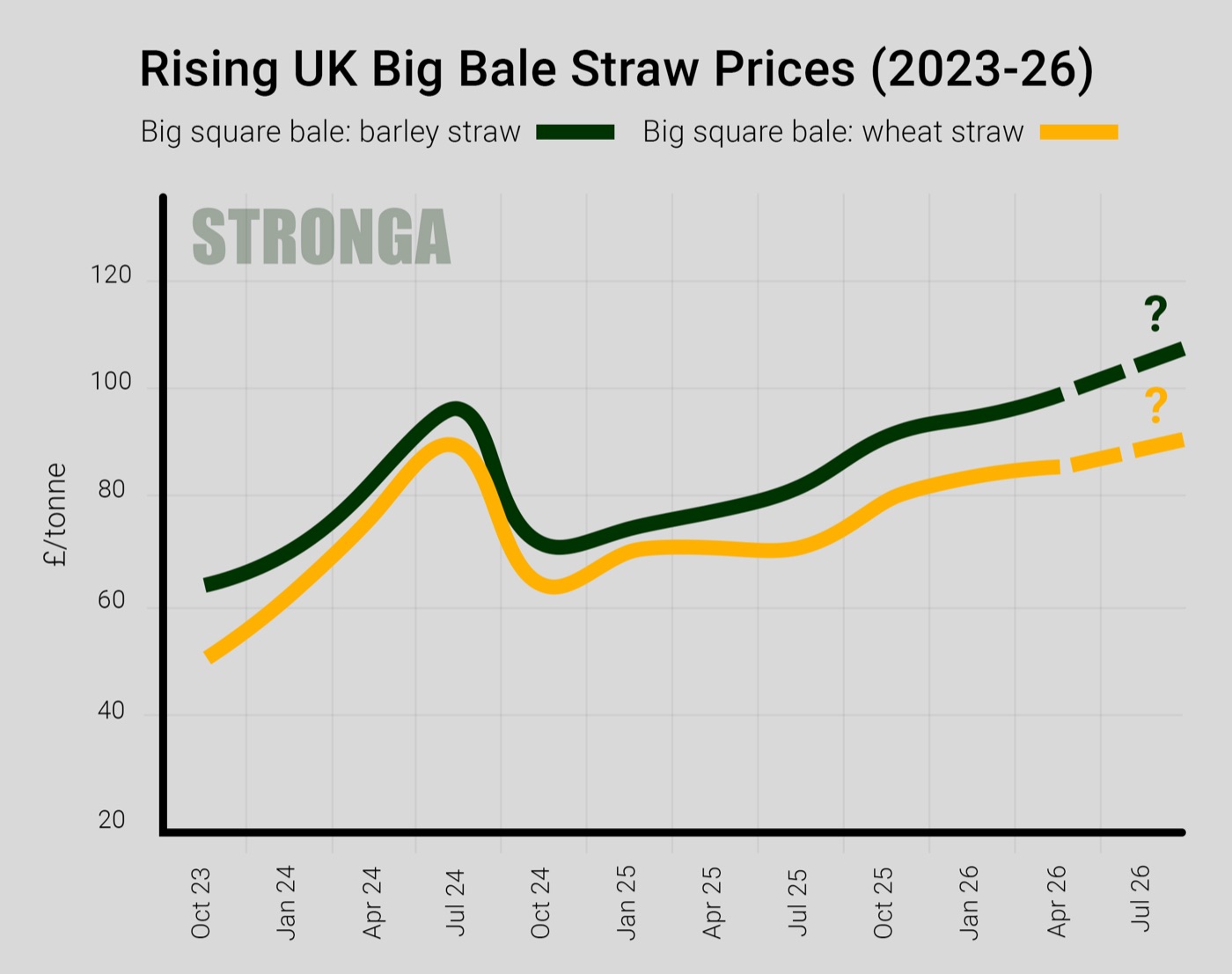
The straw market is particularly volatile and, in recent years, has experienced significant price uncertainty. Periods of drought have reduced crop yields, while inflation has increased production and transport costs, both of which have affected straw availability and pricing. This volatility has encouraged many farmers to explore alternative sources of animal bedding that are locally available, more cost-effective, and less exposed to fluctuations in the wider market.
Drying digestate fibre for use as livestock bedding can significantly reduce the input costs associated with purchasing virgin straw. For farms operating on-site anaerobic digestion systems, it provides a practical, low-cost bedding alternative while enabling the digestate fibre to be reused multiple times. The drying process is essential to reduce moisture content, creating a hygienic and comfortable bedding material that supports high standards of cattle welfare.
Note: The use of animal by-products for bedding is subject to specific regulations. These requirements should be thoroughly reviewed and understood before deciding to pursue this opportunity.
Digestate Fibre Bio-Fuel Pellets
FlowDrya significantly increases the calorific value of digestate fibre, making it suitable for use as a lower-grade solid biofuel. In markets where demand for renewable fuels is strong, digestate pellets can compete with wood-based biomass, particularly in regions where wood pellet feedstock is limited, costly, or subject to supply constraints.
Utilising digestate fibre as a biofuel supports a circular economy within anaerobic digestion systems by making productive use of on-site process heat. This integrated approach – combining subsidised renewable energy generation with the valorisation of digestate solids – improves the overall economic viability of AD operations. By generating energy, reducing waste, and producing marketable biomass fuels, AD facilities can diversify revenue streams while contributing to renewable energy production and improved resource management.
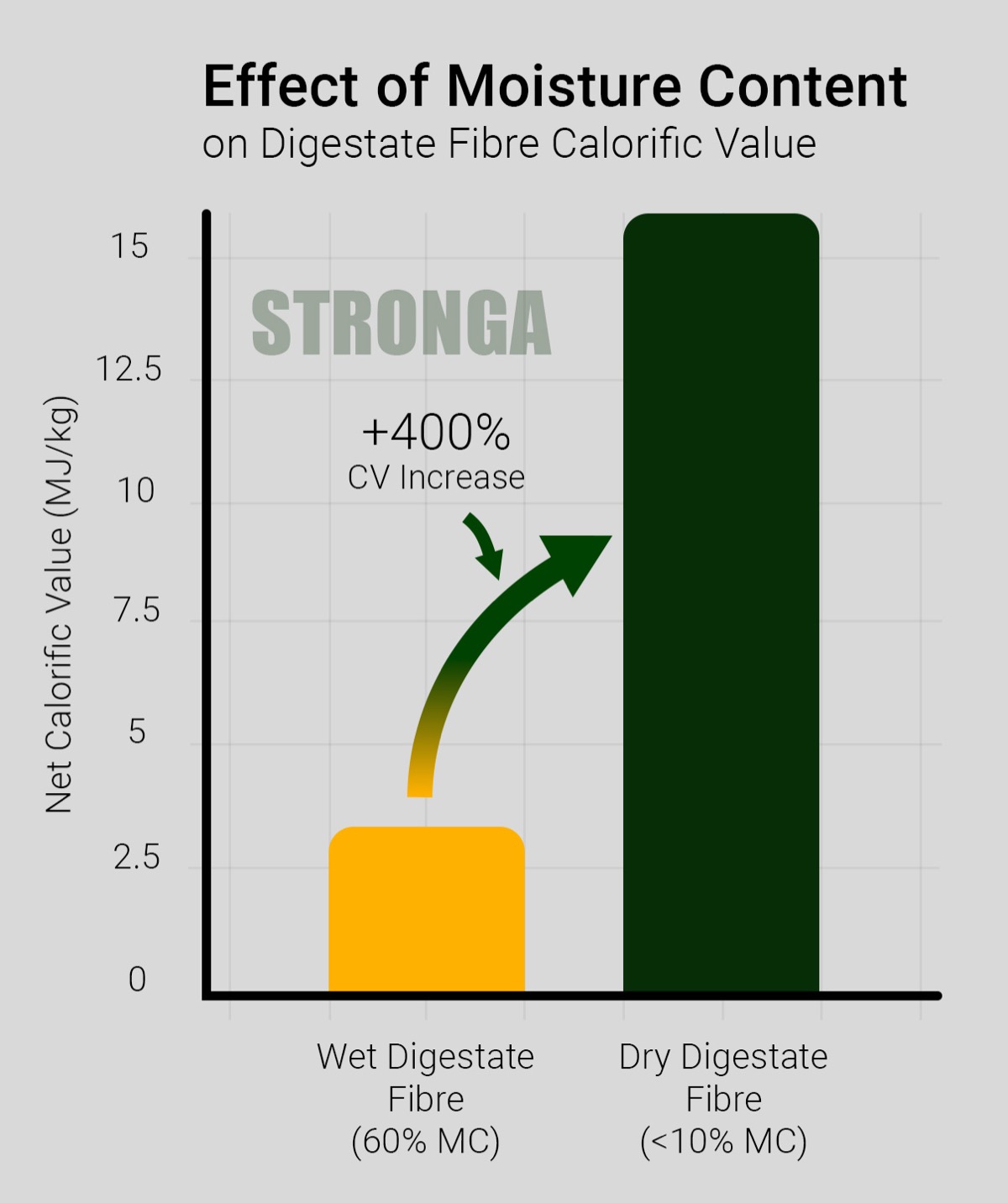
FlowDrya uses residual thermal heat to increase the energy content per tonne of digestate fibre, raising the calorific value from approximately 3 MJ/kg at 60% moisture content to around 15 MJ/kg at below 20%. This substantial improvement enables digestate fibre to be more efficiently handled, stored, transported, and utilised as a viable fuel.
Digestate Fibre Fertiliser
FlowDrya upgrades digestate fibre into a valuable fertiliser alternative, helping farmers reduce reliance on increasingly volatile, costly and environmentally-damaging chemical fertilisers. Drying delivers several key benefits: it concentrates nutrients such as phosphorus and potassium, improves handling and spreading compared with wet fibres, and increases the concentration of organic matter, which supports better soil structure, water retention, and long-term microbial activity.
Rising natural gas prices continue to drive up the cost of producing synthetic nitrogen fertilisers, while policies such as the Carbon Border Adjustment Mechanism (CBAM) are expected to increase costs further by applying carbon-related charges to carbon-intensive fertiliser production and imports. Locally-produced digestate fibre offers a practical, lower-carbon alternative that reduces reliance on imported fertilisers, helps farms manage rising input costs, and supports more circular, resilient agricultural processes.
The World’s-Leading Digestate Fibre Dryer
By investing in digestate fibre drying equipment, farmers create self-sustaining, circular operations that utilise both biogas and solid digestate outputs, utilising residual heat and available resources to maximise the value of on-farm energy systems.
FlowDrya therefore represents a strategic and cost-effective investment for improving crop nutrition or reducing animal bedding costs. By utilising the concentrated nutrients and consistent application characteristics of dried digestate fibre, farmers and biogas plant operators can reduce fertiliser purchases, improve soil health, and support more sustainable agricultural practices. The Stronga team has extensive experience designing FlowDrya systems for a wide range of digestate drying applications, including animal bedding, soil amendment, and biofuel production.
Complete the form at the bottom of this page to begin your digestate fibre drying operation.
Drying digestate fibre transforms a wet digestate fibre into a stable, friable product that can be compressed into pellets for fertiliser or fuel and used as animal bedding, improving handling, storage, performance, and efficiency. Contact the FlowDrya team today to build your optimised digestate drying solution.
A waste by-product of paper manufacturing, paper crumb/pulp is a cellulose fibre which, in its dry form, is highly valuable as a sustainable animal bedding. The problem is, even after dewatering, paper crumb still contains a significant amount of moisture — with levels varying depending on dewatering equipment and the initial moisture content of the paper crumb. Moisture removal using a Stronga dryer is crucial in animal bedding applications to prevent disease, maintain hygiene, and ensure a comfortable, healthy environment for livestock. The ideal moisture content for paper crumb bedding is 10%. Please note that local regulations may apply.
FlowDrya adds value to the paper manufacturing industry by transforming wet, self-binding, clustered paper pulp into a stable, versatile dry output, ready for reuse as animal bedding which can be spread on land as a nutrient-rich organic fertiliser after use as bedding. Stronga has real experience in drying paper crumb to bedding requirements of circa 10% moisture. Contact our team for advice relating to your paper crumb drying project >
Unlocking Value for the Livestock Bedding Industry
In recent years, recycled paper crumb has emerged as a high-value alternative livestock bedding. Through the process of drying, FlowDrya helps to increase profit margins and operational efficiency while promoting resource optimisation. Investing in advanced drying solutions allows businesses to maximise the commercial potential of wet paper crumb, turning recycled material into measurable revenue streams.
Producing dried paper bedding also mitigates dependence on traditional costly bedding materials such as straw or wood shavings, where prices are often volatile due to seasonal availability, market demand, or scarcity. By converting waste paper crumb into a stable, high-quality bedding product, farmers secure consistent bedding supply at predictable costs. The chart below highlights the volatility of straw prices in the UK. As indicated, the trend is upward.
Choose FlowDrya; The World’s Leading Paper Pulp Dryer
By reducing the moisture content of wet paper crumb, FlowDrya enables compliance with animal bedding moisture requirements, ensuring optimal saturation absorbency while increasing quality consistency. Each FlowDrya is optimised for the material to be dried. Due to the unique material characteristics of paper crumb, our team recommend a shallow drying bed for optimal drying outcomes. On the drying bed, PulseWave™ agitation continuously agitates and breaks apart any wet paper crumb lumps, ensuring consistent and thorough drying throughout the material. Discover the benefits of choosing the world’s leading paper pulp dryer.
Preventing mould & bacterial growth; drying prevents biological degradation and odour formation in wet paper crumb, preserving the value.
FlowDrya improves material handling; dry paper crumb is free-flowing and easier to spread in cubicles as a livestock bedding.
Drying reduces transport costs; by removing the significant amount of moisture and weight from paper pulp; shipping and logistics costs are often halved.
Upgrade the Value of Paper Crumb with FlowDrya
Dried paper crumb (<10% MC) is much more absorbent than straw (approximately 50% less paper crumb bedding is required vs. straw). This means cubicles remain drier for longer periods while wet spots that harbour bacteria are eliminated. FlowDrya therefore aids in the reduction of frequent bedding changes.
Dry bedding provides a soft and cushioned surface that improves animal health and comfort; ensuring longer lying times which is essential to increasing animal productivity (an additional 1.6L of milk is generated for every extra hour a cow spends lying down).
Dried paper crumb bedding has a near-neutral pH which helps to maintain healthy skin and hooves.
Dry paper crumb bedding is hypoallergenic and is therefore beneficial for animals with allergies, reducing respiratory discomfort.
Drying animal bedding reduces the risk of bacteria because bacteria require moisture to survive.
Note – When producing animal bedding from waste paper crumb, ensure the material is plastic, heavy metal and glue free – this is typical in recycled cardboard and glossy paper material.
Unlocking Additional Utility: Paper Pulp Soil Amendment
After paper crumb has been used as animal bedding, it can then enter a manure cycle as an effective biofertiliser. Paper crumble contains high amounts of ground lime which helps to reduce soil acidity, neutralising soils and increasing pH, while it also contains high-levels of organic matter from the cellulose fibres present. This helps to improve nutrient availability, enhance soil structure and increase soil water retention. By drying paper crumb, you not only gain a valuable animal bedding alternative but also an organic fertiliser offset.
Nutrients such as nitrogen and magnesium, become available to degraded soil via paper crumb residue.
Organic matter and carbon content supports microbial activity and long-term soil fertility.
Improves soil structure and aeration, porosity and water-holding capacity of soils.
Increases soil biodiversity and improves soil conditioning and friability.
Investing in FlowDrya enables your business to transform wet paper crumb into a high-value, animal bedding alternative that can later be utilised as a highly effective soil fertiliser, improving on-site sustainability and cost savings. Contact our friendly and knowledgeable team today to learn how FlowDrya can maximise the value of your paper crumb.
STRONGA SOLUTIONS FOR...
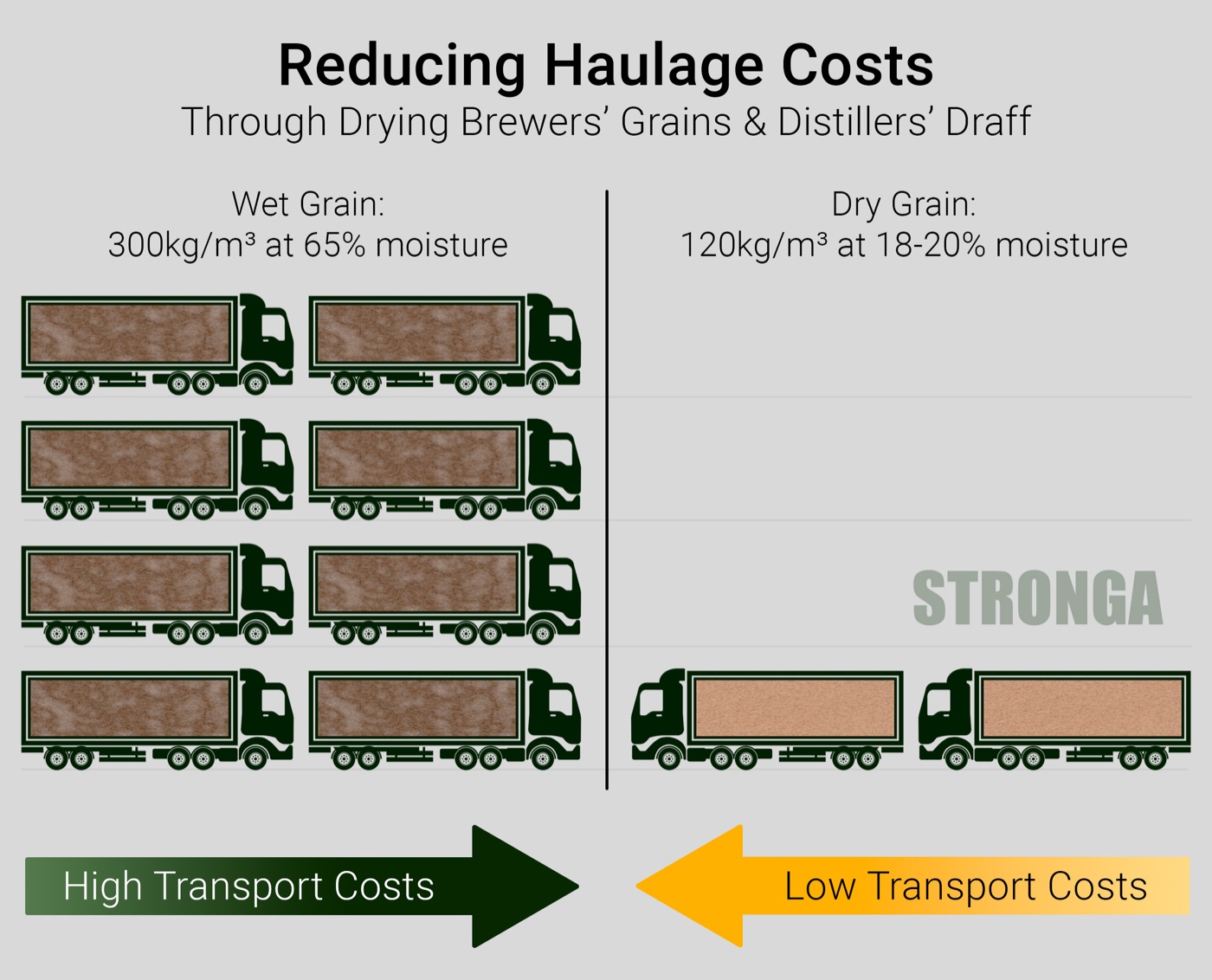
Drying Brewers’ Grain/Distillers’ Draff
Derived from malted barley, cereals and grains, brewers’ grain and distillers’ draff are valuable co-products of the brewing and distilling industries. The value in each material largely lies in the fibrous residues which has a high content of digestible fibre, protein (approximately 25%), and energy, making them particularly suitable nutrient-rich feed for ruminants and certain poultry species.
Spent grain often has a high moisture content of circa 85%. Free draining and dewatering (separation of the liquid and solid fibre residue) can reduce the moisture content down to approximately 65%, but that is still far too high for storage (18%) and feed pelleting (10%). Spent distillers’ grains usually have a higher moisture content of 90% but can be dewatered to circa 60%. For storage stability and added-value use as a bulk animal feed, typically a moisture content below <20% is required, while for the production of high-quality feed pellets, a moisture content of 10% or lower is essential. The dewatering process alone is therefore not sufficient.
By reducing moisture content to <10% in line with pellet requirements, FlowDrya equipment allows distilleries and breweries, who have spare process heat, to dry, preserve and market their spent grain as a feedstock, reducing waste, lowering feed ration costs and increasing profitable value of the dewatered and dried fibre resource. The FlowDrya technical team have extensive experience for both the drying of brewers’ grain and distillers’ draff. Contact us to begin your spent grain drying journey today >
Maximising Livestock Feed Efficiency & Economic Value of ‘Mash’ Residues
High moisture content increases larval infestation and decomposition of brewers’ grains, reducing the overall value and usability of the fibre. FlowDrya contributes to long-term storage and stability, increasing the product’s market value and marketability. At circa 20% moisture (10% for feed pellets), dry spent grain can be safely stored and fed, on-demand, to livestock.
Beyond stabilising the material, FlowDrya also significantly reduces transport costs, transforming heavy, dense spent wet grain into a light and fluffy meal. Spent brewers’ grain at circa 87% moisture has a bulk density of approximately 800kg/m³*. After dewatering, the bulk density significantly reduces to circa 300kg/m³; and when flow dried down to <20%, the bulk density is approximately 120kg/m³. FlowDrya significantly lightens the load whilst also increasing the saleable value of the dry grain by-product. Fewer trucks & less trips = lower transport costs & more value.
*Based on real customer data. Data based on 3m³/hr throughput and 10.5 tonnes/day dry output.
The No.1 Dryer for Brewers’ Grains
Customers choose FlowDrya for their grain drying requirements because of the following benefits:
Robust design, continuous drying operation and super high drying efficiency, setting FlowDrya apart from alternative belt grain dryers available on the market.
Lack of moving parts which increases reliability, reduces maintenance requirements and extends service life.
Stop-start operation, meaning FlowDrya only consumes power when ‘live’, increasing electrical efficiency and reducing electrical costs, while energy costs can be further reduced if residual heat is available onsite.
Unique PulseWave™ agitation and deep-cycle drying which combine to ensure consistent and even drying across the entire load (more compact dryer footprint).
Brewer’s Grain to High-Value Livestock Feed
In its dry form, grain/draff is preserved, has improved shelf life and year-round feed availability, supporting consistent feed supply. For brewers’ grains especially, the residual sugars, amino acids and minerals contribute to enhanced digestion and nutrient utilisation, while the fibre fraction in both plays a key role in promoting rumen function and maintaining healthy intestinal microflora.
In addition to animal feed, the dried fibrous material can also be incorporated into cereal-based food products as a flour replacement, including biscuits, beer snacks and baked goods, where its high fibre and protein content provide nutritional benefits.
Delivering Real Nutritional & Economic Value
Brewers’ grain and distillers’ draff are nutritionally-rich, palatable and offer a concentrated form of protein.
FlowDrya reduces the high moisture content of grain by-products to feed pellet requirements of <10% or bulk feed requirements of <20%, allowing the dry meal to be easily pelleted or stored, improving handling, storage, transport efficiency, and consistency. Drying transforms a bulky, perishable by-product into a concentrated, versatile, and sustainable ingredient that delivers real nutritional and economic value.
In addition to use as an animal feed, feed pellets and flour replacement in flour-based snacks, dewatered and flow dried grains can be used to create highly calorific renewable bio-fuel. We are open to exploring project ideas, especially those that show how FlowDrya can add direct value, improve efficiency and unlock new commercial opportunities. Fill in the form below to speak to our technical team today.
STRONGA SOLUTIONS FOR...
Drying Chopped Bagasse
Bagasse is a fibrous by-product of sugarcane processing which is produced after the juice has been extracted from the stalks. The residue, corresponding to the pith or pulp of the bagasse, is often used as a renewable resource due to its high calorific value which is often around 7,000 BTU/lb (16 MJ/kg). This makes it suitable for use as a fuel in steam generation boilers and as a low-polluting alternative to fossil fuels.
To improve the combustion efficiency of chopped bagasse, the residue often needs to be dried as it can initially have a moisture content of up to 80%, which should be reduced to below 40% for optimal outcomes. To explore developing a tailored chopped bagasse dryer for your business, we recommended contacting the experienced FlowDrya team to support your specific bagasse drying requirements. Fill in the form at the bottom of this web page to begin specifying your new bagasse dryer.
STRONGA SOLUTIONS FOR...
Drying Chopped Silage (Maize/Grass/Whole Crop)
Silage is the high-moisture, fermented livestock feed produced by harvesting green crops such as grass, maize or other whole crop cereals, and chopped using a forage harvester. The chopped material is tightly compacted and often stored in an oxygen-free environment, such as a silo, bunker, or pit. This lack of oxygen enables controlled fermentation, which preserves nutrients and provides a reliable, energy-rich feed for ruminant livestock like cattle and sheep.
In modern dairy systems, silage management is closely linked to overall farm efficiency and energy use. Forward-thinking farms with AD plants are increasingly adopting integrated, production-focused approaches, considering energy at every stage — from crop harvesting and feed formulation to manure utilisation, inputting residual AD biogas engine heat into their FlowDrya. Dry Matter Intake from silage has a direct and positive influence on dairy cow productivity. By drying a portion of silage using FlowDrya equipment, farmers can improve feed consistency and enhance blending within feed mixers. The increase to dry matter intake leads to higher energy intake by livestock, increased milk output, meeting of nutritional demands and increased milk solids.
The Market’s Leading Chopped Silage Dryer
FlowDrya’s continuous PulseWave™ agitation system is unique in the silage dryer market. PulseWave™ agitation ensures the entire silage load is thoroughly dried, leaving no wet pockets, allowing the dry output to be repurposed as a high-quality bedding when it reaches <18% moisture content. With an evenly dried bedding, moisture-related issues such as bacterial growth and poor cow hygiene are avoided, helping to maintain excellent udder health.
Using on-farm silage as animal bedding reduces reliance on importing straw in markets where prices are often high and subject to market volatility, while it also cuts transport costs and keeps valuable resources within the farm system. This closed-loop, full farm energy cycle approach supports a more sustainable solution where energy is optimised across the farm. By carefully managing silage quality, moisture levels, and feed processing, farmers can improve livestock performance, reduce waste, and increase profitability while contributing to a resource-efficient dairy operation; using residual CHP energy in the silage dryer.
Build Your Silage Dryer Today
For more information on FlowDrya silage drying systems, watch the video below or fill in the form at the bottom of this web page to contact the FlowDrya team.
STRONGA SOLUTIONS FOR...
Drying Chopped Miscanthus
Often referred to as ‘elephant grass’, miscanthus is a tall, perennial, low-input grass crop requiring minimal fertiliser, pesticides or irrigation. With a lifespan of 15–20 years and reliable annual harvests, chopped miscanthus, in dry form, offers farmers a dependable and environmentally-friendly biomass fuel source or animal bedding alternative which can latterly be spread onto land as a bio-fertiliser. Read on to learn the importance of drying chopped miscanthus using class-leading FlowDrya equipment.
From a financial and strategic perspective, integrating FlowDrya equipment on-site allows farmers to reduce moisture content of miscanthus and maximise product quality for animal bedding and biofuel pellet markets. FlowDrya enables stable storage, better use of harvest windows and access to the best quality markets that demand low moisture, consistent quality, high calorific values, high absorption capacity and premium colour.
By integrating the FlowDrya with residual, lower-grade biomass thermal energy, such as heat from on-farm furnaces, generators, or boilers fuelled by the owner’s own local resource streams, energy independence is strengthened and reliance on external inputs is reduced.
Chopped Miscanthus Animal Bedding
Chopped and dried miscanthus has unique physical properties that are well-suited to animal bedding applications. By reducing moisture content, FlowDrya maximises absorption capacity via the soft, spongy fibrous structure and highly absorbent pith, core.
When dried to an optimal moisture content of 12–15%, miscanthus bedding can be up to three times more absorbent than traditional straw products. Flow drying at harvest minimises dust, maintains natural odour control and helps to maintain clean, dry, and healthy equine stables. Additionally, drying directly at harvest reduces risk of mould (Aspergillus/Penicillium), especially in wet harvest conditions, maintaining the bright, golden miscanthus colour whilst increasing the absorption rate, allowing for fewer bedding top-ups.
Miscanthus growers who avoid drying risk losing the animal bedding market in bad harvest years when customers source alternative, dry and mould-free equine bedding elsewhere. In addition to bedding, the resulting manure material can be returned to the land as a nutrient-rich, organic bio-fertiliser, reducing synthetic fertiliser input costs while promoting a more sustainable farm economy.
Miscanthus in the Biofuel Pellet Market
Alongside animal bedding, miscanthus growers have another commercial opportunity in the production of high-value biofuel miscanthus pellets which can be used for heating or sold to biomass energy markets. Crucially, producing biofuel on-farm reduces reliance on volatile fossil energy markets and introduces a new income stream.
The problem is, miscanthus biofuel pellets cannot be produced via direct field harvesting where moisture is, at a minimum, still too high at 20% (pellet moisture requirements are 8-10%). FlowDrya offers insurance for high quality pellet production where moisture can be consistently reduced to below 10%, allowing miscanthus growers to produce renewable biomass fuel with calorific values of 16-17 MJ/kg. Choosing FlowDrya enables miscanthus growers to harvest under optimal calorific conditions, and, where weather patterns are unpredictable. Drier biomass burns more cleanly and efficiently, producing more usable heat, while drying also reduces risk of mould, spoilage or self-heating in bulk heaps, ensuring that fuel quality is preserved.
The Market’s-Leading Miscanthus Drying Solution
FlowDrya is the market’s-leading miscanthus drying solution, opening up multiple profitable opportunities for the miscanthus crop. The simple and reliable flow drying process is scaled to suite your requirments with the FlowDrya team configuring throughput capacity, layout and performance to match your material and goals.
The flow dryer is particularly well-suited to miscanthus with massive hopper capcity, particulalate screening and unique PulseWave™ technology which agitates the material on the drying bed, ensuring even moisture removal throughout the spongy pith biomass. In contrast, static deep drying systems are largely inefficient, as limited air penetration leads to uneven drying, with recondensation, overdrying and underdrying risks.
Those with Access to Energy Crops Have Power (Literally)
Energy independence reduces exposure to the fluctuating and volatile fossil fuel energy market, reducing vulnerability to price increases and reliance on non-local supplies. The ability to harvest annually, with relatively low input costs means that the cost-to-energy return is favourable over time.
As the graphic below shows, FlowDrya enables multiple on-farm income streams from a single, dried, perennial crop. We encourage growers to contact the FlowDrya team to discuss how to utilise residual or available thermal energy when drying miscanthus.
To discuss your miscanthus drying project, contact the friendly and experienced FlowDrya team today and let us guide your project, incorporating scaling, throughput requirements and environmental factors to deliver the highest value output through optimised and efficient dryer performance.
STRONGA SOLUTIONS FOR...
Drying Coffee Grounds
Remarkably, more than 2 billion cups of coffee are consumed around the world, every single day. This creates vast volumes of spent coffee grounds that are no longer suitable for consumption and, until now, often end up in landfill. In order to combat the problem, producers are reverting to drying coffee grounds to create added value for the gardening market due to the rich excellent nutrient composition and versatility of ground coffee for soil amendment.
By delivering wet spent coffee grounds into the FlowDrya, a highly abundant by-product is transformed into valuable commercial output; compost, soil conditioners, mulch, animal bedding material, and fertiliser pellets for agricultural and horticultural use; as a chemical free artificial fertiliser alternative. Read on to learn more about our ground coffee drying systems.
Tackling the High Moisture Problem
Spent coffee grounds typically have a high moisture content of approximately 65% which eventually leads to the development of mould, microbial growth and rapid decomposition. By reducing moisture content to below 10% using FlowDrya equipment, coffee becomes more stable, lightweight, and suitable for long-term storage and transport, while it can also be converted into high value, marketable products such as bio-fertiliser or bio-fuel pellets.
In short, FlowDrya increases the market value of bio-fertiliser and bio-fuel pellets by ensuring they are pelleted at optimal moisture content (<10%), ensuring prolonged durability, consistent density and stability, as well as improved long-term storage life.
Coffee grounds typically contain approximately 2% nitrogen along with trace amounts of phosphorus, potassium, calcium, magnesium, copper, iron, and zinc. These nutrients have been proven to support plant growth and contribute to improved soil fertility. Coffee grounds function as a slow-release fertiliser, gradually feeding plants over time rather than delivering a rapid nutrient spike, making them especially useful in compost blends. The fine texture of coffee grounds helps improve microbial activity, encouraging beneficial bacteria and fungi that break down organic matter, leading to rich, humus-like compost that enhances soil structure, water retention, and aeration.
In addition, coffee grounds may help deter common garden pests such as slugs and snails due to their abrasive texture, aroma and chemical properties and are particularly suited to acid-loving plants.
FlowDrya adds significant commercial value for businesses who collect spent coffee grounds to dry and process them into durable, slow-release bio-fertiliser pellets. However, beyond fertiliser, dry coffee grounds also offer value as animal bedding where they help control odours and neutralise ammonia, and also as an effective bio-fuel where calorific value is significantly influenced by the FlowDrya (spent coffee grounds with a moisture content of 8% have a calorific value of circa 20 MJ/kg).
As a biofuel, dry, spent coffee grounds offer high organic content, calorific value and range of energy-rich compounds (lipids, cellulose) when compared to conventional wood fuels. Not only does FlowDrya aid in the effective, sustainable utilisation of waste, it contributes to renewable energy production and aids in the delivery of local, calorific bio-fuels, off-setting reliance on expensive, imported fossil fuels.
Beyond the technical capabilities of the FlowDrya; it’s simple and robust design, PulseWave™ drying agitation, DeepCycle™ drying and DryStation™ HMI controls; the FlowDrya team are well experienced in scaling dryers for spent coffee grounds. Every FlowDrya project begins with collaboration and our team are committed to deeply understanding every customer’s unique requirements, working closely to unlock real, meaningful value from each material at every stage of the project.
To profit from waste and begin a meaningful collaboration that is aimed at supporting sustainable energy initiatives while encouraging joint innovation and long-term impact, contact our friendly team today by filling out the form below.
STRONGA SOLUTIONS FOR...
Drying Chopped Corn-Stover
Corn stover is the residue left after maize/corn have been harvested. It primarily contains stalks, leaves, husks, and cobs. Rather than being discarded, corn stover can be used as a versatile agricultural by-product with value in livestock systems and renewable energy industries (biochar/pellets/briquettes). When dried, chopped corn-stover becomes easier to handle, store, and utilise; increasing calorific value in energy applications, while also improving absorbency in animal bedding applications.
The energy in corn stover comes from its lignocellulosic biomass, with cellulose and hemicellulose making up approximately 50–70% of its dry weight, alongside lignin. These components store energy captured through photosynthesis and can be combusted and converted into biofuels. The problem is, moisture content plays a critical role in how effectively corn-stover can be used; that’s where FlowDrya comes in.
Adding Value Through Drying Corn Stover
FlowDrya is integral in adding value to chopped corn stover across multiple profitable applications. See the routes to value, enabled by FlowDrya below:
In animal bedding applications, drying corn stover with FlowDrya prevents mould growth, enhancing hygiene and animal health.
In biofuel production, especially cellulosic ethanol, FlowDrya increases cellulose accessibility to enzymes, enabling more efficient conversion to sugars, higher ethanol yields, and reduced energy consumption.
In biochar production, well-dried corn stover feedstock burns and converts more efficiently, producing higher yields and better-quality biochar.
Similarly, low moisture is critical in fuel pellet (8-10% MC) and briquette (<15%) production. High moisture reduces compaction efficiency, weakens durability, and lowers calorific value of resulting fuel products. Dried pellets and briquettes offer a clean, renewable alternative to fossil fuels and provide a stable, energy-dense product for storage and use.
Specify Your New Corn-Stover Dryer
For more information or to discuss your corn-stover drying project in detail, please contact the FlowDrya team by filling out the form below.
STRONGA SOLUTIONS FOR...
Drying Seaweed
Seaweed is an abundant marine resource which can be converted into biofuel and bioethanol, and also used in aquaculture as animal feed, providing fibre, micronutrients and bioactive compounds. As well as its use in pharmaceuticals and as a ‘superfood’, some varieties, such as Sargassum, are used to make building blocks and bricks. In farming, it is a valued organic fertiliser rich in micronutrients, vitamins and cytokinin; a vital growth regulator.
For Bladderwrack seaweed, shown in the images below, FlowDrya is integral for value-optimisation, where high moisture content of 70+% can be reduced down to <20%. Reducing moisture improves shelf life, prevents microbial degradation, and lowers transport costs by concentrating the usable material. The reduction in moisture is significant. By reducing the weight of seaweed transported globally, FlowDrya increases the final value of the usable product.
Take Your Seaweed Drying Project Forward
Investing in a seaweed drying system is ultimately a decision around control, value protection and market readiness. The risk associated with the cost of not achieving consistent moisture reduction, stability and export-ready quality is removed. For operators, FlowDrya increases access to higher-value seaweed markets and instils confidence in the buyers with an enhanced, dry seaweed.
For seaweed biofuels, drying increases energy efficiency by raising the calorific heating value and improving the effectiveness of conversion processes such as combustion. In aquaculture feed, drying stabilises the biomass, enables long-term storage, and allows it to be processed into consistent, durable feed pellets that require a feedstock with <10% moisture. Can you afford to not take your business forward?
By clearly defining the needs of our customers - throughput, target moisture levels and end-market requirements - the FlowDrya can improve the onward processing of fresh seaweed, enabling your business to become resilient. For more information on drying seaweed, contact the FlowDrya team of specialists today and begin collaborative specification-building.
STRONGA SOLUTIONS FOR...
Drying Chopped Lucerne (Alfalfa)
Lucerne (or alfalfa) is one of the most versatile forage crops; delivering consistent, high-value yields with a reputation as a premium livestock feed due to its exceptional nutritional profile. Lucerne’s crude protein levels typically range from 18% to 25% on a dry matter basis, providing a natural, cost-effective alternative to imported protein sources such as soy. It is rich in digestible energy (circa 8–11 MJ/kg DM), fibre (20–30%), essential amino acids like lysine, and key vitamins and minerals including calcium, magnesium, and vitamins A, D, and E.
Controlling the moisture content of lucerne is imperative for long-term storage, quality preservation, mould prevention, spontaneous combustion prevention and stable pellet production (8-10% MC). FlowDrya enables fresh lucerne to be harvested and chopped in optimal conditions, reducing spoilage risks associated with field drying, especially where rainfall is prevalent. It also enables process fluidity where lucerne can be collected, direct-chopped, input into the FlowDrya and then either pelleted or stored as lucerne-hay and sold as an optimal ‘ready to use’ feed. In the video below, the stabilised dry lucerne output is used as animal feed on the farm, allowing them to become fully self-sufficient and resilient in the market.
Dry Lucerne: A Premium Animal Feed
Horses: Dry lucerne hay is valued highly in the equine world. Its digestibility ensures horses can easily convert feed to energy, supporting stamina, muscle development, and recovery (especially important for performance horses). For young horses, high-quality protein, lysine and calcium are all essential for bone development, muscle development, gastric health and overall vitality.
Dairy cows: The natural buffering qualities of lucerne support rumen health, neutralising stomach acid. By feeding 2-5kg of dry lucerne to dairy cows each day, the amount of milk produced can increase while butterfat content is also enhanced.
Beef cattle: Dry lucerne delivers excellent weight gain and feed conversion, where high protein and energy contents provide rapid and healthy growth and muscle mass. High digestibility mean animals can extract more nutrients/fibre from the dry feed.
Drying is Crucial for Lucerne Feed Quality
Lucerne is naturally-rich in nutrients. How it is handled after harvesting determines how much of that nutrient value is retained. FlowDrya is key to unlocking the full potential of the crop, whether that be for animal feed pellets or loose feed storage, ensuring high marketability when sold into the market.
Field-based over-drying can lead to high losses from leaf shatter where the nutrient-rich leaves dry faster than the rest of the crop. Temperature-controlled drying in the FlowDrya helps to retain the whole plant value, preserves the protein content (70% stored in the leaves) and nutritional value of the lucerne hay, increasing the feed quality and consistency.
FlowDrya ensures moisture is removed rapidly and evenly from freshly cut lucerne, within hours rather than field drying which can take 2-4 days when drying from circa 70-18%. FlowDrya’s controlled drying environment protects the crop from rain and excessive sunlight, helping to preserve chlorophyll and maintain a bright green colour while also supporting higher retention of leaf protein and overall feed value.
During extended field-drying periods, plant cells break down, allowing enzymes to continue degrading chlorophyll, leading to additional losses, including up to approximately 30% leaf protein loss due largely to leaf shatter and prolonged exposure. As a result, there is a progressive loss of green colour, producing a more yellow or brown appearance and lower overall nutritional quality.
Without consistent moisture removal, risk of mould and even spontaneous combustion can occur. FlowDrya prevents spoilage through effective drying where alfalfa is dried to below 18% for hay production and to below 12% for lucerne pellet production, ensuring the optimal moisture for storage, allowing access to markets all year round. Feed pellets cannot be produced via on-field drying and require consistent and effective flow-drying for high quality pellets.
Alfalfa feed pellets. Alfalfa is a highly nutritious and protein-rich forage, but because of its richness, it must be fed with care to avoid digestive or metabolic issues in livestock.
Investing in FlowDrya equipment is a logical solution for lucerne growers looking to maximise both product quality and business profitability. Through controlled drying, alfalfa growers compound their commercial advantage while producing high-quality dried lucerne for dairy feed, equine feed, lucerne pellets, and export markets. Discover the benefits enabled by drying.
(1) Nutritional and field losses are minimised; (2) Leaf retention is maximised; (3) Leaf shatter is reduced; (4) Lucerne uniformity improves; (5) Storage risks are reduced; (6) Higher-value markets become easily accessible; (7) Reliance on weather is removed, providing certainty for drying; (8) Sun-bleached lucerne is avoided; (9) Protein, colour, and digestibility are preserved; (10) Moisture content is controlled for safe storage and pellet production; (11) Dry matter recovery is increased; (12) Premium dehydrated alfalfa and lucerne markets can be targeted.
Lucerne on the FlowDrya PulseWave™ drying bed.
FlowDrya: The World’s-Leading Alfalfa Dryer
The unique PulseWave™ deep-cycle mixing effect gently agitates lucerne as it moves along the hydraulically-powered drying floor. This results in consistently uniform drying across the entire load.
Deep-cycle drying delivers the lowest cost per m² dried of any dryer available on the market. FlowDrya features significantly greater drying depth (3-4X deeper), high through-put drying and a smaller footprint configuration.
Compatibility with multiple thermal energy heat sources from hot water systems and biomass boilers to indirect gas burners. Let the FlowDrya team talk you through the best available, thermally-efficient options for your project.
Specialist thermal energy-efficiency and airflow zoning, FlowDrya technology ensures thermal energy is directed to the wetter end of the dryer where evaporation is most needed.
FlowDrya brings together expertise, precision technology, and an understanding of forage to ensure every stage of the drying process is optimised for maximum efficiency and value. Turn a good lucerne harvest into a premium, high-performance feed, extracting the very best from every cut with FlowDrya.
STRONGA SOLUTIONS FOR...
Drying Chopped Forage (Rye Grass Species)
Drying forage to produce hay is a time-tested practice in livestock farming. By investing in FlowDrya, forage, fresh grasses and legumes, can be harvested at a point of peak nutritional value. The drying process reduces moisture content to a level (typically 16-18% moisture content) where it can be stored long-term as a high-quality feedstock, without spoiling, while preserving its nutrients for use throughout the year. The high-quality hay can be fed to livestock, particularly dairy cows, as a reliable and high-quality source of fibre, energy, and protein; supporting rumen function and animal health; essential for milk and meat production.
Since its inception, FlowDrya has enabled dairy farmers, who have access to AD residual heat, to optimise animal productivity, improve feed efficiency, and reduce reliance on imported costly feed. Using low-temperature drying, circa 70-80’C, FlowDrya ensures forage retains its vibrant colour, sweet aroma and nutritional profile, increasing its value and palatability. Dried forage can be stored and fed throughout the year, providing consistency in feed supply.
What Is Dry Matter Intake & Why Does It Improve Productivity in Cows?
Dry Matter Intake (DMI) is one of the most important drivers of milk yield in dairy cows. It refers to the amount of feed consumed by an animal, excluding its water content. Drying rye grass ‘forage’ into hay increases the concentration of nutrients per kg of feed, allowing cows to consume more energy, protein, and digestible fibre in a controlled, nutrient-dense form. This improved metabolic health, rumen function, nutrient absorption, and reduced energy deficits, particularly during early lactation, leads to higher milk yields and better milk quality.
Higher dry matter intake of high-quality hay, is strongly associated with increased milk yield and better milk composition, particularly when intake levels reach approximately 3–4% of a cow’s body weight.
Cows eating forage that has been dried using the FlowDrya on a dairy farm in Wales.
Closed-Loop Energy Optimisation
On dairy farms with anaerobic digesters, the benefits of drying forage are amplified because residual thermal heat from the AD plant can be used to power the forage dryer. By utilising residual energy, the farm reduces its reliance on external energy sources and enhances overall energy efficiency. This approach delivers multiple benefits.
1) First, it significantly reduces the need to purchase imported concentrates.
2) Second, it allows for greater control over forage quality (even in rainy seasons), enabling farmers to optimise harvest timing and preserve crops at peak nutritional value.
3) Third, improved forage quality and higher DMI lead to increased milk yields, directly enhancing farm profitability.
In addition, this on-farm cycle supports a more sustainable agricultural model. By closing the loop on energy use, capturing residual energy from the AD plant and using it to dry forage, the farm maximises resource efficiency. This not only reduces environmental impact but also improves the economic resilience of the business. Lower imported feed requirements, combined with higher productivity, create a competitive advantage in a cost-sensitive industry. FlowDrya offers greater flexibility in feed management, allowing farmers to balance rations and blend the dry feed; ensuring an optimal diet for their herd.
Producing Hay Feed Pellets & Bulk Hay
Another important advantage of forage drying is the ability to diversify feed outputs. ‘Fines’ particles generated by FlowDrya’s integrated screening floor can be processed into compacted, high-quality grass pellets, while the main bed longer fibre input can be baled and stored as hay baled/bulk feed, without the risk of spoilage.
For feed pellets, a moisture content of 8-10% is required and for bulk feed, 16-18% is acceptable. FlowDrya’s PulseWave™ agitation ensures moisture parameters are consistently met throughout the entire material load, ensuring high-quality dry feed is available all year round. This dual-use approach maximises the value of the grass crop and ensures that no fraction of the forage is wasted.
The Versatility of Dry Forage
Grass pellets made after using FlowDrya provide a consistent, nutrient-dense livestock feed. Pellets are easy to store, transport and incorporate into feeding systems, making them ideal for precision feeding and as a saleable commodity. Grass pellets typically provide a balanced supply of crude protein, fibre (including effective levels of NDF), and digestible energy, all of which support rumen health. With a typical metabolisable energy (ME) content in the range of about 9–11 MJ/kg DM, pellets formed from dried forage can contribute positively to milk yield when fed as part of a balanced ration.
The combination of pellet production and baled forage opportunities highlights the versatility of dried hay. Producing both from the same crop, farmers can create multiple income streams while maintaining control over feed quality. Pellets can be sold into premium livestock feed markets while baled hay continues to serve as a valuable bulk feed resource on the farm. Ultimately, this approach enables greater control over feed quality, reduces reliance on imported inputs, and supports a more sustainable, efficient, and profitable dairy farming operation.
By flow drying forage on-site, farmers better control the nutritional composition of their feed. This allows for precise blending of dried forage with minimal concentrates, optimising DMI and nutrient intake for each cow.
Through careful management of forage drying operations, farmers achieve greater control over animal feed quality, reduce reliance on costly, external inputs, and unlock new revenue opportunities. When integrated with on-farm energy systems such as anaerobic digestion, FlowDrya enables farmers to maximise Dry Matter Intake, improve milk production, and enhance overall farm efficiency.
Speak to our team today to discuss your forage drying requirements.
STRONGA SOLUTIONS FOR...
Drying Black Soldier Fly Frass (Insect Frass)
The most widely-farmed insect species in the world, Black Soldier Fly is transforming waste recycling, particularly food waste, as we know it. Instead of disposing this waste, BSF consumes up to 4X their body weight a day, helping to quickly convert food waste and other organic waste streams into highly valuable commercial products such as protein-rich animal feed (pig, poultry, aquaculture) and organic, nutrient-rich frass fertiliser.
After BSF are grown and BSF larvae are produced, the larvae consume the organic waste which is then converted into a nutrient-rich frass by-product, where the larvae are then separated from the frass material. Both the larvae and frass can be dried in the FlowDrya for the production of animal feed and organic bio-fertiliser. The dried insect larvae protein and frass make excellent animal feed and organic fertiliser options.
Typically, when BSF larvae are separated from the frass, they are then blanched to preserve nutrients and ensure food safety by stopping microbial activity. Larvae must then be dried, a critical step that increases shelf life, prevents microbial growth, and enables stable transport, before being ground into a fine powder and finally stored under controlled conditions.
As well as being well-proven in the bio-fertiliser market, BSF frass can also be used in the biofuel industry. When dried to below 12% using FlowDrya equipment, BSF frass can be processed into bio-briquettes, exceeding energy-density requirements with high calorific values of approximately 16MJ/kg. BSF frass typically has a wide-ranging moisture content, often ranging from 40% to 65% wet basis moisture content. For details about dual heat treatment and drying technology, essential for the sale of BSF frass fertiliser, speak to our team of experts >
How Does BSF Frass Contribute to Excellent Soil Health?
BSF frass fertiliser offers a natural source of nitrogen, phosphorus, potassium (NPK) and chitin — a bio stimulant known to support soil/plant health and stimulate plant defences. Not only does the frass contain fewer pathogens than alternative animal manures, but, when dried and heat treated, it is also significantly more carbon-rich. The quality of BSF frass (and its NPK value) is driven primarily by the feedstock the larvae are grown on. Protein rich waste (food-waste) has a higher nitrogen content, whereas plant residues have a higher potassium content.
Nitrogen (N) — Supports leaf and stem growth via enhanced chlorophyll production Phosphorus (P) — Macronutrient vital for root development and flowering Potassium (K) — Enhances fruit quality, helps regulate water use and disease resistance Micronutrients — Such as zinc, magnesium, and trace elements, boost overall soil health and plant vitality
The graphic below shows the overall frass drying process, together with the benefits for soils and plants.
Producing BSF Fertiliser Pellets
BSF frass prevents the spread of unwanted pathogens and is rich in beneficial bacteria and micronutrients, making it an excellent soil amending product. It is typically a light material before pelleting and briquetting which transforms the bulk material into compact, dense fertiliser.
FlowDrya aids in the reduction of transport costs of the loose, wet material, while facilitating the production of solid, stable and durable frass fertiliser pellets with high commercial value. High moisture content of circa 60% makes compaction difficult, and the resulting pellets/briquettes do not bind and are likely to harbour bacteria or mould. Drying down to <12% moisture content is a necessary step in producing stable, long-life pellets.
Choose FlowDrya as Your Frass Dryer
FlowDrya operates at a low drying temperature of approximately 100’C, exceeding the heat treatment requirements of BSF frass within the EU (70’C for 1 hour). Low temperature drying is inherently low-risk and allows the dryer to preserve the beneficial microbes, essential for improving soil without over-processing the frass material.
Under proper storage conditions, dried and pelleted frass can last approximately 6–12 months without significant nutrient loss. High moisture levels or improper storage can lead to mould growth or nutrient degradation, so drying down to a suitable moisture content (typically 12%) is vital. By eliminating the conditions in which bacterial growth occur, FlowDrya improves the onward processing of the frass, improving its quality as a bio-fertiliser.
Dual Hygenisation & Drying of BSF Frass
Helping to engineer the future through sustainable value creation, FlowDrya adds value to BSF projects by transforming frass waste into a marketable briquette product and/or loose fertiliser.
FlowDrya is best in class for dual BSF frass drying and heat treatment, improving handling, minimising pathogens and preventing spoilage. Through optimised material depth control and semi-autonomous operation, process efficiency is delivered and expensive labour requirements are minimised. PulseWave™ agitation on the drying bed and deep-cycle drying ensure uniform and efficient drying while high-throughput and exceptional thermal efficiency optimise drying for sale of high-value fertiliser products. The graphic below shows the difference between the FlowDrya and FlowSteama, in terms of heat-treating BSF frass.
To take the guesswork out of drying and add value to your optimised Black Soldier Fly frass operation – contact the friendly expert FlowDrya team. Fill in the contact form below.
STRONGA SOLUTIONS FOR...
Drying Hemp
Hemp is a highly versatile crop used in food production, construction, animal bedding, biofuels, and hemp-based plastics. In its dried form, every part of the plant can be utilised, making it both valuable and sustainable. For CBD growers, preserving cannabinoid content is essential to maximising crop value. Hemp is typically harvested at 55–70% moisture, and without effective drying, mould, contamination, and cannabinoid degradation can lead to significant post-harvest losses. FlowDrya enables rapid drying, allowing growers to harvest at the optimal time, maximising extraction yields and profitability.
During the late harvest season, hemp crops are vulnerable to frost, mould, and rot, which can significantly reduce both quality and market value. Rapid post-harvest drying is essential to stabilise wet biomass and preserve its suitability for CBD oil extraction. With FlowDrya equipment, growers can harvest and dry hemp on demand, protecting crop quality and bringing high-value CBD products to market when prices are strongest.
Whether the crop is chopped or in long stems, reducing moisture to below 10% preserves cannabinoid quality, increases commercial value, and reduces material volume for more efficient storage and transport. Drying also extends the selling window well beyond harvest, giving growers greater flexibility in timing their sales and improving resilience in a competitive market.
The Solution to Your Main Constraint
Drying is often the main constraint during hemp harvest, as large volumes of moisture must be removed quickly while maintaining the low temperatures needed to preserve cannabinoid quality. Matching harvesting capacity with dryer throughput is essential to avoid bottlenecks and minimise post-harvest losses. FlowDrya’s technical team has experience in designing systems that optimise harvest speed, drying efficiency, and final product quality.
FlowDrya hemp dryers are specifically engineered for low-temperature operation, protecting cannabinoids from heat-related damage and preserving the chemical integrity of the oil. Excessive heat can cause decarboxylation, loss of volatile compounds, and colour degradation. Carefully controlled airflow also protects the delicate trichomes where CBD is concentrated, helping to maintain potency and crop value.
The Market’s Leading Hemp Dryer
Continuous hemp dryers offer a number of benefits over other drying equipment available in the market.
FlowDrya is purpose-designed as a low temperature hemp dryer, protecting CBD oil chemistry from high temperatures.
FlowDrya is gentle on the hemp plant with slow moving agitation down the drying bed, minimising leaf shatter while gently agitating the material to optimise drying efficiency.
The PulseWave™ agitation motion reduces air pressure, minimising dust and risk of light hemp leaves being blown-off the dryer.
FlowDrya has no belts, shafts, chains or sprockets for hemp fibres to wrap on, enabling highly reliable drying with low risk of complications.
FlowDrya’s high capacity top-hopper is self-feeding onto the dryer floor, extending intervals between loading.
FlowDrya delivers full control over the hemp drying process. The DryStation™ control panel is intelligent and easy to use, ensuring required moisture parameters are consistently achieved.
Investing in FlowDrya gives you the flexibility to harvest within the optimal THC window, with greater control over timing, weather conditions, and post-harvest drying. By reducing risk and preserving crop quality, FlowDrya helps protect cannabinoid value and delivers stronger, more consistent financial returns, increasing the resilience and profitability of your hemp operation. To discuss how FlowDrya can improve your hemp harvesting and drying process, contact our expert team using the form below.
By turning nutrient-rich poultry manure into valuable output, poultry farmers have the opportunity to avoid disposal costs and remove the uncertainty that comes with managing wet manure. Drying is the solution. FlowDrya equipment offers a simple process which increases market value of manure, improves stability, and converts a liability into marketable output.
The FlowDrya team only take on projects where we can genuinely add value – not just economically but operationally. FlowDrya delivers long-term, positive impact for poultry farmers and uncovers the untapped potential financial value on your farm. Let us help reduce your raw manure disposal costs and increase your market resilience.
The Issues with Wet Poultry Manure
The global poultry market is large and growing. As a by-product of the sector, wet poultry manure brings significant challenges; high disposal costs, strong ammonia and odour emissions, pathogens and manure leaching. The table below details the key drivers behind drying poultry manure.
Risk
If Manure Isn’t Dried…
Impact
Nitrate leaching to groundwater
Significantly increased leaching as soluble nitrates move more easily through soil
Long-term water contamination; breaches regulations → heavy fines, mandatory remediation, possible loss of land use
Surface water pollution (runoff)
Much higher runoff risk during rainfall; nutrients and pathogens easily washed into waterways
Immediate environmental damage; can trigger inspections, fines, and cleanup costs for farmer
Pathogen spread (e.g. Salmonella in wet manure)
Pathogens survive longer and multiply in moist conditions, increasing infection risk and risk of mould
Biosecurity breach; flock infection → production losses, culling, and potential market restrictions
Non-compliance with manure storage regulations
Higher likelihood of breaching storage standards due to excess liquid and poor containment
Direct penalties: fines, loss of subsidies (e.g. farm basic payments), legal action, loss of permits and reputational damage
Excess nitrogen / nitrate waste mismanagement
Greater nitrogen losses through leaching and volatilisation variability
Violates nutrient management/NVZ rules → fines, restrictions on spreading, increased oversight and imbalance
Ammonia emissions
Higher ammonia release from moist decomposition and microbial activity
May breach air quality standards → regulatory pressure, requirement for costly mitigation measures, nuisance complaints
Disease spread via pests (flies, vermin)
Wet manure attracts more flies and vermin, increasing disease transmission risk
Poor management may fail assurance schemes → loss of contracts with buyers/processors
Odour pollution
Stronger and more persistent odours from anaerobic decomposition
Complaints can lead to investigations and enforcement notices; potential legal disputes
Transport costs
Heavier material due to water content → higher transport cost per tonne of nutrients (layer manure @ 65% MC = 875kg/m³)
Increased operational expenses
Organic Bio-Fertiliser Pellets
Poultry manure drying represents an excellent opportunity for farms with no arable land onsite, giving them a chance to profit from manure rather than pay high penalties for disposal.
FlowDrya also enables regenerative farmers, who are spreading the organic nutrient-rich bio-fertiliser on their land, to reduce expensive and volatile chemical fertiliser costs, including liquid nitrogen, urea etc. Drying to below 12% moisture content also enables the production of high-quality and durable pellets in line with heat treatment requirements (70’C @1hr), enabling the sale of organic bio-fertiliser pellets at appealing prices.
Applications for Dry Poultry Manure
Although there is potential for dried poultry manure (<15% MC) to be converted into renewable energy via combustion, the highest-value application is as a slow-release, nutrient-rich, highly concentrated bio-fertiliser, improving soil structure, water retention and aeration in soil.
Flow drying concentrates the nutrients in manure by reducing water and dilution, increasing the solid nutrient available to the soil and crops. The chart below indicates the value of drying on nutrient availability. The nutrient content (kg per tonne) of poultry manure changes with different moisture levels (dry matter %).
Nutrient (kg/t)
Dried Poultry Manure (70% DM)
Fresh Poultry Manure (25% DM)
Nitrogen (N)
32.0
17.0
Phosphate (P2O5)
27.7
11.4
Potassium (K2O)
22.8
10.0
Calcium (CaO)
63.0
30.0
Magnesium (MgO)
20.6
5.7
FlowDrya is the world’s leading manure dryer. The triple-deck design is well-equipped to deal with poultry manure, while the deep-cycle compact design and unique PulseWave™ agitation ensure each load is effectively and thoroughly dried via the perforated drying floor. The optional bio-carbon filter reduces ammonia emissions, all in all making FlowDrya the complete poultry manure dryer. To discuss the features of the FlowDrya suited to characteristics of manure material – speak to our team today >
FlowDrya accepts residual heat from chicken houses
Super low-energy consumption
Minimal maintenance
Automatic operation with remote access potential
No pre-drying or dewatering required
Fines dust and debris auger
Large in-feed hopper & more
The FlowDrya team delivers long-life dryers that offer excellent reliability and retain high residual value, which ultimately leads to low ownership costs for our customers.
Through early mistakes; where our dryers failed under real conditions, we gradually learned what actually works in practice. Those setbacks were not wasted; they became the foundation for the drying standards we rely on today, and it is precisely because of that accumulated learning that our current projects achieve consistent and reliable drying success. Fill in the form below to begin your manure drying project.